SIM Gdynia beim AHK Polska Sommerabend 2026

Wir nahmen am AHK Polska Sommerabend 2026 teil, einem der größten deutsch-polnischen Wirtschaftstreffen, das von der Deutsch-Polnischen Industrie- und Handelskammer (AHK Polska) organisiert wurde. Die Veranstaltung brachte mehr als 400 Vertreter von Mitgliedsunternehmen, Geschäftspartnern und der Wirtschaft zusammen. Das Treffen fand in der Forteca Kręgliccy in Warschau statt und bot Gelegenheit zu Gesprächen, zum Erfahrungsaustausch und zum Aufbau von Beziehungen zwischen Unternehmen, die auf dem polnischen und deutschen Markt tätig sind. Gespräche und neue Perspektiven für die Zusammenarbeit Das Programm der Veranstaltung umfasste Networking, Geschäftstreffen und zahlreiche Gespräche über die Entwicklung der wirtschaftlichen Zusammenarbeit zwischen Unternehmen aus verschiedenen Industriezweigen. Für SIM Gdynia bietet die Teilnahme an solchen Veranstaltungen die Möglichkeit, neue Geschäftspartner kennenzulernen, Erfahrungen auszutauschen und Marktentwicklungen zu verfolgen. Persönliche Treffen helfen uns, die Bedürfnisse von Unternehmen besser zu verstehen und Beziehungen aufzubauen, aus denen in Zukunft gemeinsame Projekte und neue Kooperationsmöglichkeiten entstehen können. Die Bedeutung von Geschäftsbeziehungen Die moderne Industrie basiert nicht nur auf Technologie und Produktionskompetenzen, sondern auch auf starken Geschäftsbeziehungen. Deshalb nehmen wir regelmäßig an Branchenveranstaltungen, Konferenzen und Treffen teil, die Unternehmen und Vertreter der Wirtschaft zusammenbringen. Wir danken den Organisatoren für die Vorbereitung der Veranstaltung und allen Teilnehmern für die wertvollen Gespräche und den Erfahrungsaustausch.
Oberflächenrauheit unter der Lupe – von Ra bis Rz: Wie Schnittparameter die Endqualität bei der CNC-Bearbeitung bestimmen
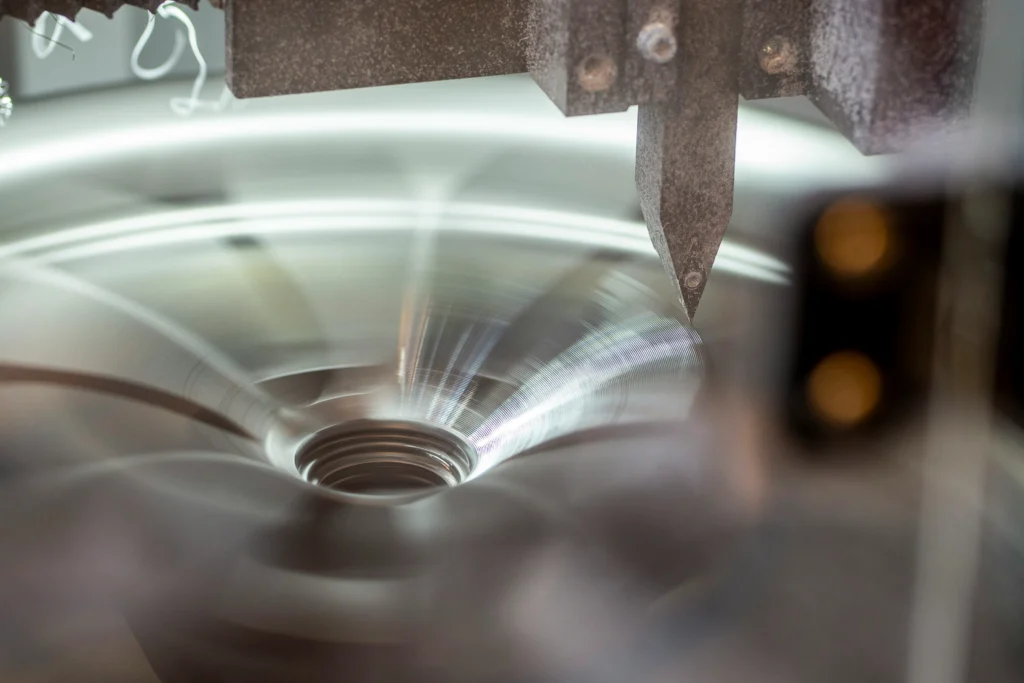
Bei der CNC-Bearbeitung ist die Maßgenauigkeit nur einer der Faktoren, die über die Qualität eines Bauteils entscheiden. Selbst eine nach technischer Zeichnung gefertigte Komponente kann ihre vorgesehene Funktion nicht erfüllen, wenn die bearbeitete Oberfläche nicht den Projektanforderungen entspricht. Aus diesem Grund werden in technischen Dokumentationen Anforderungen an die Oberflächenrauheit festgelegt, unter anderem mithilfe der Parameter Ra und Rz. Die Oberflächenrauheit beeinflusst nicht nur das Aussehen eines Bauteils, sondern auch seine Lebensdauer, Dichtheit und das Zusammenspiel mit anderen Komponenten. Warum ist die Oberflächenrauheit bei der CNC-Bearbeitung wichtig? Jede durch Zerspanung bearbeitete Oberfläche weist mikroskopische Unebenheiten auf, die durch die Arbeit des Werkzeugs entstehen. Ihre Größe und Struktur hängen von zahlreichen Faktoren des technologischen Prozesses ab. Die Anforderungen an die Oberflächenqualität sollten immer an die Funktion des Bauteils angepasst werden. Nicht jede Oberfläche erfordert die gleiche Bearbeitungsqualität. Bei zusammenwirkenden Flächen, Führungsflächen und Dichtflächen kann die Rauheit jedoch einen direkten Einfluss auf die Funktion des fertigen Produkts haben. Eine zu hohe Oberflächenrauheit kann den Verschleiß von Bauteilen beschleunigen, die Reibung erhöhen oder das Erreichen der erforderlichen Dichtheit erschweren. Übermäßig hohe Qualitätsanforderungen führen dagegen häufig zu unnötig höheren Produktionskosten. Die Oberflächenqualität ist besonders dort von Bedeutung, wo bereits geringe Abweichungen die Funktionalität eines Bauteils beeinflussen können. Ein gutes Beispiel ist die Medizintechnik, über die wir ausführlicher in unserem Artikel schreiben: „CNC-Bearbeitung in der Medizintechnik – Anforderungen an die Oberflächenqualität“. Ra und Rz – was sagen sie über eine CNC-bearbeitete Oberfläche aus? Ra und Rz gehören zu den am häufigsten verwendeten Rauheitsparametern in technischen Zeichnungen. Beide beschreiben den Zustand einer Oberfläche, liefern jedoch Informationen über unterschiedliche Aspekte ihrer Qualität. Bei der CNC-Bearbeitung beeinflussen Rauheitsparameter das Zusammenspiel der Bauteile, die Wirksamkeit von Dichtungen und die Lebensdauer der Komponenten während des Betriebs. Daher ist es wichtig, die Unterschiede zwischen Ra und Rz bei der Festlegung von Qualitätsanforderungen zu berücksichtigen. Warum zeigt der Parameter Ra nicht das vollständige Bild? Ra beschreibt den arithmetischen Mittelwert der Profilabweichungen einer Oberfläche innerhalb einer Messstrecke. Er ist der am häufigsten verwendete Rauheitsparameter und findet sich in einem großen Teil der technischen Dokumentationen. Ra liefert jedoch lediglich einen Durchschnittswert. Zwei Oberflächen können denselben Ra-Wert aufweisen und sich dennoch deutlich in Form und Tiefe ihrer Unebenheiten unterscheiden. Im Hinblick auf Dichtheit, Reibung oder das Zusammenspiel von Bauteilen können diese Unterschiede eine große Bedeutung haben. Bei der Planung eines CNC-Bearbeitungsprozesses reicht die Bewertung der Oberflächenqualität anhand eines einzigen Parameters daher nicht immer aus, um die tatsächlichen Anforderungen an das Bauteil korrekt zu bestimmen. Wann ist Rz von größerer Bedeutung? Rz beschreibt die Höhe der Oberflächenunregelmäßigkeiten und berücksichtigt die Unterschiede zwischen den höchsten Spitzen und den tiefsten Tälern des Profils. Dadurch lassen sich nicht nur die durchschnittliche Oberflächenbeschaffenheit, sondern auch größere Unebenheiten beurteilen, die die Funktion eines Bauteils beeinflussen können. Dieser Parameter ist besonders hilfreich bei der Bewertung von zusammenwirkenden Flächen, Dichtflächen und Bauteilen, die einem erhöhten Verschleiß ausgesetzt sind. Er ermöglicht eine bessere Beurteilung lokaler Unebenheiten, die sich auf die Dichtheit einer Verbindung oder die Lebensdauer eines Bauteils auswirken können. Aus diesem Grund stellt die Analyse von Rz in vielen industriellen Anwendungen eine wertvolle Ergänzung zu den Informationen aus der Ra-Messung dar. Wovon hängt die Oberflächenrauheit nach der CNC-Bearbeitung ab? Das Erreichen der geforderten Oberflächenqualität bei der CNC-Bearbeitung hängt nicht von einer einzelnen technologischen Entscheidung ab. Selbst bei identischer technischer Dokumentation kann das Endergebnis je nach Bearbeitungsparametern, Werkstoffeigenschaften und Werkzeugzustand unterschiedlich ausfallen. Anforderungen an die Oberflächenrauheit sollten daher im Zusammenhang mit dem gesamten Produktionsprozess und nicht nur mit einem einzelnen Bearbeitungsschritt betrachtet werden. Schnittparameter und Werkzeugzustand Die Bearbeitungsparameter gehören zu den wichtigsten Faktoren, die die Oberflächenqualität beeinflussen. Vorschub, Schnittgeschwindigkeit und Schnitttiefe wirken sich direkt auf die Eigenschaften der vom Werkzeug hinterlassenen Bearbeitungsspuren aus. In unserer Arbeit stellen wir häufig fest, dass bereits eine scheinbar geringe Änderung der Bearbeitungsparameter einen größeren Einfluss auf die endgültige Oberflächenqualität haben kann als die Wahl des Werkstoffs selbst. Ebenso wichtig ist der technische Zustand des Werkzeugs. Eine verschlissene Schneide kann die Oberflächenqualität verschlechtern, Unebenheiten vergrößern und unerwünschte Bearbeitungsspuren verursachen. Werkstoff des Bauteils und Steifigkeit des Bearbeitungsprozesses Nicht jeder Werkstoff verhält sich bei der Bearbeitung gleich. Aluminium, Baustahl, Edelstahl und Messing besitzen unterschiedliche Eigenschaften, die den Zerspanungsprozess beeinflussen. Die Bearbeitungsparameter sollten daher nicht ausschließlich anhand der Geometrie des Bauteils festgelegt werden. Ebenso wichtig sind die Eigenschaften des Werkstoffs und die Anforderungen an die Oberflächenqualität nach der CNC-Bearbeitung. Parameter, die sich bei einem Werkstoff bewähren, führen bei einem anderen Bauteil nicht zwangsläufig zum gleichen Ergebnis. Auch die Steifigkeit des gesamten technologischen Systems spielt eine wichtige Rolle. Während der Bearbeitung entstehende Schwingungen können Spuren auf der Oberfläche hinterlassen, die bei der Qualitätskontrolle sichtbar werden. Wo sind Anforderungen an die Oberflächenrauheit besonders wichtig? Nicht jede Oberfläche eines Bauteils benötigt die gleiche Bearbeitungsqualität. Die Anforderungen an die Oberflächenrauheit sollten daher aus der Funktion resultieren, die eine bestimmte Fläche im fertigen Produkt erfüllt. Wir arbeiten häufig mit Komponenten, bei denen die Anforderungen an die Oberflächenqualität ebenso wichtig sind wie die für die CNC-Bearbeitung festgelegten Maßtoleranzen. Besondere Aufmerksamkeit gilt: Ein gutes Beispiel sind Komponenten der Hydraulik, bei denen die Oberflächenqualität direkten Einfluss auf die Wirksamkeit der Dichtungen und die Lebensdauer des Systems hat. Kontrolle der Oberflächenrauheit nach der CNC-Bearbeitung Das Erreichen der geforderten Oberflächenqualität erfordert nicht nur einen korrekt geplanten Produktionsprozess, sondern auch eine wirksame Kontrolle. Die Oberflächenrauheit wird mit speziellen Messgeräten geprüft, mit denen die Werte der erforderlichen Parameter bestimmt werden können. So lässt sich die Übereinstimmung des Bauteils mit der technischen Dokumentation bestätigen, bevor es an die nächsten Produktionsstufen weitergegeben wird. Mehr über unseren Ansatz zur Qualitätskontrolle erfahren Sie in unserem Artikel: „Qualitätskontrolle in der CNC-Bearbeitung – wie sorgen wir bei SIM Gdynia für Präzision?“. Bedeutet eine geringere Oberflächenrauheit immer ein besseres Bauteil? Einer der häufigsten Fehler ist die Annahme, dass der niedrigstmögliche Ra-Wert immer die beste Lösung darstellt. In unserer Arbeit begegnen uns häufig Situationen, in denen die Anforderungen an die Oberflächenrauheit strenger sind, als es die tatsächliche Funktion des Bauteils erfordert. Zu strenge Anforderungen an die Oberflächenrauheit können führen zu: Bereits in der Konstruktionsphase sollten die Anforderungen an die Oberflächenqualität daher an
Familienpicknick zum Kindertag – gemeinsame Zeit des SIM Gdynia Teams in Chwaszczyno

Am 14. Juni 2026 fand im Toyota Arena Stadium in Chwaszczyno das Familienpicknick zum Kindertag statt – eine Veranstaltung, die mit dem Gedanken organisiert wurde, gemeinsam Zeit in einer familiären Atmosphäre zu verbringen. Im Programm waren viele Attraktionen für Kinder und Erwachsene vorgesehen, darunter Animationen, Wettbewerbe, künstlerische Auftritte, Hüpfburgen, sportliche Familienaktivitäten sowie eine Gastronomiezone. Es ist eine Veranstaltung, die seit Jahren die lokale Gemeinschaft anzieht und Raum für gemeinsames Feiern, Gespräche und gute Unterhaltung schafft. Wir freuen uns, dass es auch in diesem Jahr gelungen ist, genügend Interessierte zu versammeln, um eine SIM Gdynia Zone für unsere Mitarbeitenden und ihre Angehörigen vorzubereiten. Es war ein Ort für gemeinsame Zeit, Gespräche und Erholung bei vorbereiteten Snacks und Getränken. Gemeinsame Zeit außerhalb des Arbeitsalltags Unsere Zone war ein Ort, an dem man sich außerhalb des täglichen Arbeitsumfelds treffen, Zeit mit der Familie verbringen und einfach in einer weniger formellen Atmosphäre zusammen sein konnte. Es war auch eine Gelegenheit zu einem gemeinsamen Essen, zu Gesprächen und zu einem Moment der Erholung während der gesamten Veranstaltung. Solche Initiativen haben für uns einen großen Wert, weil sie helfen, Beziehungen nicht nur im Team, sondern auch im Kreis der Familien und nahestehenden Personen aufzubauen, die ein wichtiger Teil des Lebens unserer Mitarbeitenden sind. Im täglichen Arbeitstempo gibt es nicht immer Raum für solche Treffen, deshalb schätzen wir die Möglichkeit umso mehr, gemeinsam an lokalen Veranstaltungen teilzunehmen. Engagement für lokale Initiativen Für uns ist dies nicht nur eine Gelegenheit zur Integration, sondern auch eine Möglichkeit, Initiativen in unserer unmittelbaren Umgebung zu unterstützen. Wir engagieren uns gerne bei Veranstaltungen, die Menschen verbinden und eine gute Atmosphäre rund um das gemeinsame Verbringen von Zeit schaffen. Das Wetter spielte mit, und die gesamte Veranstaltung verlief in einer freundlichen und familiären Atmosphäre. Es war eine gute Gelegenheit, gemeinsam Zeit zu verbringen und sich außerhalb der täglichen beruflichen Pflichten zu treffen. Wir danken allen Teilnehmenden für die gemeinsam verbrachte Zeit und freuen uns auf ein Wiedersehen bei den nächsten Veranstaltungen!
SIM Gdynia beim Polnisch-Schwedischen Forum der Verteidigungsindustrie

Wir nahmen am Polnisch-Schwedischen Forum der Verteidigungsindustrie teil, das vom polnischen Ministerium für Entwicklung und Technologie organisiert wurde. Die Veranstaltung brachte Unternehmen und Institutionen aus dem Verteidigungssektor zusammen und bot Raum für Gespräche über internationale Zusammenarbeit, technologische Entwicklung und neue Investitionsmöglichkeiten. Das Forum fand zu einer Zeit statt, in der die Zusammenarbeit zwischen Polen und Schweden im Bereich der Verteidigungsindustrie zunehmend an Bedeutung gewinnt. Zu den behandelten Themen gehörten unter anderem die Entwicklung industrieller Partnerschaften, der Technologietransfer, die Beteiligung von Unternehmen an internationalen Lieferketten sowie die Umsetzung gemeinsamer Forschungs- und Entwicklungsprojekte. Gespräche über die Zukunft des Verteidigungssektors An der Veranstaltung nahmen Vertreter der öffentlichen Verwaltung, Technologieunternehmen und Unternehmen aus dem Verteidigungssektor teil. Das Forum bot die Möglichkeit, Erfahrungen auszutauschen und Perspektiven für die weitere Zusammenarbeit zwischen polnischen und schwedischen Unternehmen und Institutionen kennenzulernen. Besondere Aufmerksamkeit galt Fragen der Sicherheit, modernen Technologien und der Stärkung der industriellen Kapazitäten Europas. Die Gespräche befassten sich auch mit der Rolle von Produktionsunternehmen bei der Umsetzung von Projekten, die für die Wirtschaft und den Verteidigungssektor von strategischer Bedeutung sind. Kooperationsmöglichkeiten für polnische Unternehmen Das Treffen brachte mehrere Dutzend Unternehmen aus Polen und Schweden zusammen. Jedes Unternehmen hatte die Möglichkeit, seine Tätigkeit, Kompetenzen und potenzielle Bereiche der Zusammenarbeit vorzustellen. Für SIM Gdynia bietet die Teilnahme an solchen Veranstaltungen die Möglichkeit, Marktentwicklungen zu verfolgen und Beziehungen zu Partnern aufzubauen, die in Branchen mit hohen Anforderungen an Qualität und Präzision bei der Herstellung mechanischer Komponenten tätig sind. Die Entwicklung der Verteidigungsindustrie und die Umsetzung neuer Technologieprojekte schaffen Möglichkeiten für die Zusammenarbeit zwischen Herstellern, Technologieanbietern und Produktionsunternehmen. SIM Gdynia im Verteidigungssektor Seit mehreren Jahren entwickeln wir konsequent unsere Kompetenzen in der Herstellung von Komponenten für den Verteidigungssektor weiter. Die Teilnahme an Branchenveranstaltungen ermöglicht es uns, die Anforderungen des Marktes besser zu verstehen, neue technologische Entwicklungen kennenzulernen und wertvolle Geschäftskontakte zu knüpfen. Wir danken den Organisatoren für die Möglichkeit, an der Veranstaltung teilzunehmen, sowie allen Beteiligten für die inspirierenden Gespräche über die Zukunft der Verteidigungsindustrie und die internationale Zusammenarbeit.
CNC-Bearbeitung von Bauteilen mit Gewinden – wie lassen sich die häufigsten Fehler beim Gewindeschneiden und bei der Gewindeprüfung vermeiden?

Gewinde gehören zu den am häufigsten gefertigten Elementen bei der Herstellung mechanischer Komponenten. Sie kommen sowohl in einfachen Montageteilen als auch in Gehäusen, Konstruktionselementen und Baugruppen zum Einsatz, die unter anspruchsvollen industriellen Bedingungen arbeiten. Obwohl das Herstellen eines Gewindes wie ein Standardvorgang erscheinen kann, können bereits kleine Fehler zu Problemen bei der Montage führen. Ein Bauteil, das die Maßanforderungen erfüllt, ist daher nicht immer auch funktional korrekt gefertigt. Aus diesem Grund erfordert die CNC-Bearbeitung von Bauteilen mit Gewinden nicht nur einen entsprechend geplanten technologischen Prozess, sondern auch eine wirksame Qualitätskontrolle. Warum ist die Qualität eines Gewindes bei der CNC-Bearbeitung wichtig? Ein Gewinde sorgt für die korrekte Verbindung von Bauteilen. Wird es fehlerhaft gefertigt, zeigt sich das Problem häufig erst bei der Montage oder bei der ersten Inbetriebnahme der Anlage. In vielen Fällen reichen bereits eine geringe Beschädigung der Gewindegänge, eine unzureichende Oberflächenqualität oder geometrische Abweichungen aus, damit eine Schraube nicht korrekt montiert werden kann. Die Qualität eines Gewindes ist besonders wichtig bei Bauteilen, die Betriebsbelastungen ausgesetzt sind, eine dichte Verbindung gewährleisten müssen oder für eine wiederholte Montage und Demontage vorgesehen sind. Wo zeigen sich Gewindefehler in der Praxis am häufigsten? Nicht jedes Problem mit einem Gewinde ist unmittelbar nach Abschluss der CNC-Bearbeitung sichtbar. Nach unserer Erfahrung zeigen sich viele Unregelmäßigkeiten erst bei der Montage der fertigen Komponenten, wenn die Verbindung die festgelegten Anforderungen nicht erfüllt. Zu den häufigsten Problemen gehören: Bei einem einzelnen Bauteil bedeutet ein solcher Fehler meist zusätzlichen Montageaufwand oder notwendige Nacharbeiten. Bei größeren Produktionsserien kann dieselbe Abweichung zahlreiche Komponenten betreffen und zu zusätzlichen Prüfungen, Verzögerungen und höheren Projektkosten führen. Die Qualität des Gewindes sollte daher als ein Faktor betrachtet werden, der die Funktionalität des fertigen Produkts beeinflusst, und nicht lediglich als ein weiterer Bearbeitungsschritt. Die häufigsten Probleme bei der Herstellung von Gewinden in der CNC-Bearbeitung Das Endergebnis des Gewindeschneidens bei der CNC-Bearbeitung hängt von zahlreichen Faktoren ab, die sowohl mit der Vorbereitung des Werkstücks als auch mit dem eigentlichen Zerspanungsprozess zusammenhängen. In unserer Arbeit begegnen uns häufig Situationen, in denen Gewindeprobleme nicht auf einen einzelnen schwerwiegenden Fehler zurückzuführen sind, sondern auf mehrere scheinbar geringe Abweichungen, die in unterschiedlichen Produktionsphasen auftreten. Vorbereitung der Bohrung und Zustand des Werkzeugs Einer der häufigsten Fehler ist eine unzureichende Vorbereitung der Bohrung für das Gewinde. Bereits geringe Abweichungen bei Durchmesser, Achsgenauigkeit oder Oberflächenqualität können den Bearbeitungsprozess und die Qualität der fertigen Verbindung beeinflussen. Fehler, die in dieser Phase entstehen, lassen sich bei späteren Bearbeitungsschritten nur schwer korrigieren. Deshalb ist die korrekte Vorbereitung des Werkstücks entscheidend für die Herstellung eines einwandfreien Gewindes. Ebenso wichtig ist der Zustand der Werkzeuge. Mit zunehmendem Verschleiß verschlechtert sich die Qualität des gefertigten Gewindes und das Risiko von Fehlern steigt. Dies betrifft insbesondere die Serienproduktion, in der Werkzeuge eine große Anzahl von Bearbeitungszyklen ausführen. Die regelmäßige Überwachung des Werkzeugzustands ist daher ein wichtiger Bestandteil einer stabilen Produktionsqualität. Beschädigungen des Gewindes und Probleme bei der Spanabfuhr Eine weitere häufige Ursache für Probleme sind Späne, die im Bearbeitungsbereich verbleiben. Sie können die Gewindeoberfläche beschädigen oder die Qualität der nachfolgenden Gewindegänge beeinträchtigen. Dieses Problem tritt insbesondere bei tieferen Gewinden und bei der Bearbeitung von Werkstoffen auf, die lange und schwer abzuführende Späne erzeugen. Besonders gefährdet sind die ersten Gewindegänge, da sie für das korrekte Ansetzen bei der Montage verantwortlich sind. Bereits geringe Beschädigungen in diesem Bereich können zu Problemen beim Verschrauben der Bauteile führen. Eine wirksame Spanabfuhr aus dem Bearbeitungsbereich ist daher insbesondere bei tieferen Gewinden und in der Serienproduktion von großer Bedeutung. Ähnliche Zusammenhänge treten auch bei anderen präzisen Bearbeitungsverfahren auf. Mehr dazu erfahren Sie in unserem Artikel: „Präzise Bearbeitung von Bohrungen in der CNC-Bearbeitung – Bohren, Aufbohren und Ausdrehen in der Praxis“. Gewindeprüfung und gleichbleibende Qualität in der CNC-Serienproduktion Die Prüfung eines Gewindes sollte sich nicht ausschließlich auf eine Sichtkontrolle beschränken. Je nach Anforderungen kommen Gewindelehren und andere Prüfverfahren zum Einsatz, mit denen die korrekte Ausführung überprüft werden kann. In der Serienproduktion ist die Wiederholgenauigkeit der Parameter innerhalb der gesamten Produktionscharge ebenso wichtig wie die Qualität eines einzelnen Gewindes. Aus unserer 45-jährigen Erfahrung wissen wir, dass die größte Herausforderung nicht in der Herstellung eines einzelnen korrekten Bauteils liegt, sondern darin, die gleiche Qualität über mehrere Produktionsserien hinweg sicherzustellen. Dafür sind eine sorgfältige Prozessvorbereitung, die Überwachung des Werkzeugzustands und die regelmäßige Kontrolle der gefertigten Bauteile erforderlich. Ebenso wichtig ist die richtige Festlegung von Toleranzen und Qualitätsanforderungen bereits bei der Erstellung der technischen Dokumentation. Mehr über unseren Ansatz zur Qualitätskontrolle erfahren Sie in unserem Artikel: „Qualitätskontrolle in der CNC-Bearbeitung – wie sorgen wir bei SIM Gdynia für Präzision?“. Zusammenfassung Gewinde gehören zu den Elementen, deren Qualität häufig erst während der Montage vollständig überprüft wird. Eine sorgfältige Prozessvorbereitung, die Kontrolle des Werkzeugzustands und eine wirksame Prüfung der fertigen Bauteile haben daher direkten Einfluss auf die Funktionalität der Komponenten. Bei der CNC-Bearbeitung zählt nicht nur die Maßhaltigkeit. Ein Bauteil muss auch in den weiteren Produktionsschritten und während des späteren Betriebs zuverlässig eingesetzt werden können. Bei SIM Gdynia führen wir die CNC-Bearbeitung von Bauteilen mit Gewinden für anspruchsvolle industrielle Anwendungen durch. Kontaktieren Sie uns, um die Anforderungen Ihres Projekts zu besprechen.
Technologieschulung mit ISCAR bei SIM Gdynia

Am 15. Mai fand bei SIM Gdynia eine Technologieschulung statt, die von der Firma ISCAR durchgeführt wurde – unserem Partner mit großer Erfahrung im Bereich Schneidwerkzeuge und CNC-Bearbeitungstechnologie. Das Treffen war eine Gelegenheit, das Wissen unseres Teams zu erweitern und Lösungen kennenzulernen, die die weitere Entwicklung der bei SIM Gdynia realisierten Produktionsprozesse unterstützen können. In der CNC-Bearbeitungsbranche hat die Entwicklung von Werkzeugtechnologien einen direkten Einfluss auf die Stabilität der Prozesse, die Produktionseffizienz und die Qualität der gefertigten Teile. Deshalb haben solche Treffen für uns einen realen praktischen Wert. Neue Lösungen in der Zerspanungstechnologie Während der Schulung präsentierten die Vertreter von ISCAR die neue Werkzeuglinie LOGIQUICK, die für moderne Zerspanungs- und Fräsprozesse entwickelt wurde. Die Lösungen dieser Serie ermöglichen eine noch bessere Anpassung der Werkzeuge an konkrete technologische Anwendungen, was sich sowohl in einer höheren Präzision der durchgeführten Prozesse als auch in einer Optimierung der Bearbeitungszeiten niederschlagen kann. In der Praxis sind solche Lösungen nicht nur aus Sicht der Effizienz wichtig, sondern auch für die Wiederholbarkeit der Produktionsprozesse, die im Arbeitsalltag eine entscheidende Bedeutung für die Qualität der fertigen Komponenten hat. Erfahrungsaustausch und Kompetenzentwicklung Für unser Team war dies nicht nur ein Produkttreffen, sondern vor allem eine Möglichkeit zum Erfahrungsaustausch und zu Gesprächen über praktische Aspekte der Zerspanungstechnologie. Der direkte Kontakt mit Technologiepartnern ermöglicht es, das Potenzial neuer Lösungen besser einzuschätzen und den Produktionsprozess aus der Perspektive alltäglicher technologischer Herausforderungen zu betrachten. Bei SIM Gdynia bedeutet Entwicklung nicht nur Investitionen in den Maschinenpark, sondern auch die systematische Erweiterung der Kompetenzen des Teams und die Verbesserung der eingesetzten Prozesse. Solche Treffen sind ein wichtiger Bestandteil dieses Ansatzes, da sie praktisches Wissen mit technologischen Neuheiten verbinden, die auf dem Markt erscheinen. Wir danken der Firma ISCAR für die fachliche Schulung, die wertvollen Gespräche und die Möglichkeit, neue technologische Lösungen näher kennenzulernen.
DUAL USE – Wirtschaft und Sicherheit

Am 19. Mai hatten wir die Gelegenheit, an der Konferenz „Dual Use – Kooperation, Herausforderungen, Chancen und Finanzierungsrichtungen im Zeitalter der Offshore-Windenergie und der Kernenergie“ teilzunehmen, die in der Stacja Kultura in Rumia stattfand. Die Veranstaltung wurde von der Stadt Rumia, der Gesellschaft Rumia Invest Park und dem Unternehmen Kongsberg organisiert. Sie war Technologien und Lösungen mit doppeltem Verwendungszweck gewidmet, also solchen, die sowohl im zivilen als auch im Verteidigungssektor eingesetzt werden können. Die Konferenz brachte Vertreter aus Wirtschaft, Industrie, Energiesektor sowie Unternehmen aus dem Bereich moderner Technologien zusammen. Im Mittelpunkt der Gespräche standen Themen im Zusammenhang mit der Entwicklung der Offshore-Windenergie, der Kernenergie, der Sicherheit von Infrastruktur sowie der Zukunft der Industrie in der Region Pommern. Pommern angesichts neuer industrieller Herausforderungen Während der Konferenz wurde viel Zeit den Veränderungen gewidmet, die derzeit in der Region stattfinden. Die dynamische Entwicklung von Energie- und Infrastrukturinvestitionen führt zu einer steigenden Nachfrage nach neuen Technologien, Kompetenzen sowie Industriepartnern, die in der Lage sind, anspruchsvolle Produktionsprojekte umzusetzen. Dual-Use-Lösungen gewinnen zunehmend an Bedeutung, da sie sowohl im zivilen Sektor als auch in Bereichen eingesetzt werden können, die mit Sicherheit und der Verteidigungsindustrie verbunden sind. Für Produktionsunternehmen bedeutet dies nicht nur neue Entwicklungsmöglichkeiten, sondern auch die Notwendigkeit, Prozesse an immer höhere technologische und qualitative Anforderungen anzupassen. Gespräche über Technologie und Marktentwicklung Unsere Teilnahme an der Veranstaltung war eine Gelegenheit, über die Entwicklungsrichtungen der Industrie sowie über die Rolle von Produktionsunternehmen in Projekten im Zusammenhang mit Energie, maritimer Industrie und Infrastruktursicherheit zu sprechen. Solche Treffen haben einen großen Wert, da sie helfen, die Bedürfnisse des Marktes, die Entwicklungsrichtungen der Technologie sowie die Herausforderungen besser zu verstehen, denen sich der Industriesektor in den kommenden Jahren stellen wird. Während der Konferenz wurde auch das Thema der Zusammenarbeit zwischen Wirtschaft, Kommunen und Technologieunternehmen angesprochen. Die Entwicklung großer Energieprojekte erfordert nämlich nicht nur Investitionen in die Infrastruktur, sondern auch den Aufbau einer stabilen Produktions- und Technologiebasis in der Region. Bedeutung von Zusammenarbeit und Erfahrungsaustausch Für uns ist die Teilnahme an solchen Veranstaltungen nicht nur eine Möglichkeit, Wissen zu gewinnen, sondern auch eine Gelegenheit zum Erfahrungsaustausch und zu Gesprächen mit Vertretern verschiedener Industriesektoren. Der direkte Kontakt mit Technologiepartnern, Herstellern und Marktexperten ermöglicht es, die Veränderungen in der Branche aus einer breiteren Perspektive zu betrachten und die Entwicklungsrichtungen der modernen Industrieproduktion besser einzuschätzen. Wir danken den Organisatoren für die Möglichkeit zur Teilnahme an der Veranstaltung sowie für die wertvollen Branchengespräche.
Reverse Engineering – vom verschlissenen Bauteil zur neuen Dokumentation und CNC-Bearbeitung
In vielen Produktionsbetrieben ist nicht der Ausfall eines Teils selbst das Problem, sondern die fehlende Möglichkeit, es schnell nachzufertigen. Dies betrifft besonders ältere Maschinen, für die die technische Dokumentation unvollständig, nicht verfügbar oder schlicht nicht mehr vorhanden ist. In solchen Situationen ist der Austausch der gesamten Maschine oft finanziell nicht gerechtfertigt, während die Verfügbarkeit von Originalersatzteilen eingeschränkt sein kann. Genau hier kommt Reverse Engineering in Verbindung mit CNC-Bearbeitung zum Einsatz. Dieser Prozess ermöglicht es, ein Bauteil auf Grundlage eines physischen Musters nachzubilden, eine neue technische Dokumentation zu erstellen und ein Teil zu fertigen, das für den weiteren Einsatz im bestehenden System geeignet ist. Wann Reverse Engineering und CNC-Bearbeitung eine Alternative zum Kauf neuer Teile sind Nicht jedes Teil muss von Grund auf neu erstellt werden, aber in vielen Fällen ist dies die sinnvollste Lösung. Besonders dann, wenn ein Maschinenstillstand reale Kosten verursacht und die Beschaffung des Originalteils schwierig oder unwirtschaftlich ist. Dies betrifft vor allem ältere Anlagen, für die die Verfügbarkeit von Ersatzteilen begrenzt ist oder die Lieferzeit nicht den Anforderungen einer kontinuierlichen Produktion entspricht. Fehlende technische Dokumentation und die Notwendigkeit, ein Bauteil nachzubilden Bei älteren Maschinen ist die technische Dokumentation häufig nicht verfügbar. Dies betrifft sowohl Anlagen, die aus der Produktion genommen wurden, als auch Teile, die vor vielen Jahren ohne digitales Dokumentationsarchiv entwickelt wurden. In solchen Situationen wird das verschlissene Bauteil zum einzigen Bezugspunkt. Wenn sein Zustand und die erhaltenen geometrischen Merkmale eine zuverlässige Analyse ermöglichen, kann eine neue technische Dokumentation erstellt und ein Ersatzteil im CNC-Bearbeitungsprozess gefertigt werden. Verschlissene oder nicht verfügbare Teile in älteren Maschinen Das Problem betrifft nicht nur die Dokumentation, sondern auch die Verfügbarkeit von Teilen. In der Instandhaltungspraxis sind Komponenten, die vom Hersteller nicht mehr angeboten werden oder deren Lieferzeit aus Produktionssicht nicht akzeptabel ist, eine häufige Herausforderung. In solchen Fällen kann Reverse Engineering den Weg von der Identifikation des Problems bis zur Fertigung eines neuen Teils deutlich verkürzen, ohne dass eine kostenintensive Modernisierung der gesamten Anlage erforderlich ist. Wie der Reverse-Engineering-Prozess vor der CNC-Bearbeitung aussieht Die Nachbildung eines Teils auf Grundlage eines verschlissenen Bauteils besteht nicht nur darin, seine Form zu kopieren. Entscheidend ist das Verständnis der Funktion der Baugruppe, ihrer Geometrie sowie der Bedingungen, unter denen sie weiterarbeiten wird. Ziel des Prozesses ist es, eine Lösung vorzubereiten, die im bestehenden System erneut funktionieren kann, und nicht lediglich das äußere Erscheinungsbild des Elements nachzubilden. Analyse des physischen Bauteils und Bewertung der Nachbildungsmöglichkeiten Der erste Schritt ist die Analyse des verfügbaren Bauteils. Bewertet werden sein technischer Zustand, der Verschleißgrad sowie die Frage, ob die erhaltenen geometrischen Merkmale eine zuverlässige Nachbildung ermöglichen. Nicht jedes verschlissene Bauteil eignet sich zur direkten Nachbildung. In einigen Fällen muss der betriebsbedingte Verschleiß berücksichtigt und die ursprüngliche Geometrie von den während der Nutzung entstandenen Veränderungen getrennt werden. Nachbildung der Geometrie und Erstellung der technischen Dokumentation Nach der Analyse kann eine neue technische Dokumentation erstellt werden, die zur Grundlage für die weitere Produktion wird. In dieser Phase ist das physische Bauteil nicht mehr nur ein Muster, sondern wird zu einer Informationsquelle, die für die Nachbildung des Teils erforderlich ist. Die Dokumentation muss nicht nur Maße enthalten, sondern auch die wesentlichen funktionalen Merkmale berücksichtigen, die während des Betriebs des Bauteils von Bedeutung sein werden. Auswahl des Materials und der Produktionsannahmen Die Nachbildung der Geometrie bedeutet nicht immer automatisch, dass die gesamte Lösung eins zu eins wiederhergestellt wird. Wichtig sind auch das Material, die Arbeitsweise des Bauteils und die Anforderungen im Betrieb. In einigen Fällen müssen andere Produktionsparameter als bei der ursprünglichen Lösung berücksichtigt werden, insbesondere wenn das nachgebildete Bauteil unter veränderten Bedingungen arbeiten soll. Die Rolle des Technologen im Prozess von Reverse Engineering und CNC-Bearbeitung Wirksames Reverse Engineering erfordert die Verbindung von Mess-, Technologie- und Produktionswissen. Das verfügbare Bauteil allein liefert nicht immer ein vollständiges Bild der Parameter, die für seine Nachbildung erforderlich sind. Deshalb sind die richtige Interpretation der gesammelten Daten und die Bewertung der Produktionsmöglichkeiten von zentraler Bedeutung. Aus technologischer Sicht ist es wichtig, die aus der Bauteilanalyse gewonnenen Informationen in eine Dokumentation zu übertragen, die die Fertigung eines neuen Teils im CNC-Bearbeitungsprozess ermöglicht. Ebenso wichtig ist es, die Funktion des Elements, seine Zusammenarbeit mit anderen Teilen sowie die Betriebsbedingungen zu berücksichtigen, unter denen es weiter eingesetzt wird. Genau dieser Bereich liegt in der Verantwortung des Technologen, der den Produktionsprozess vorbereitet. Ausführlicher beschreiben wir diese Rolle im Artikel: „Von der Dokumentation bis zur stabilen Produktion – die Arbeit eines Technologen bei SIM Gdynia“. Welche Komponenten am häufigsten im Reverse-Engineering- und CNC-Bearbeitungsprozess nachgebildet werden Reverse Engineering kommt überall dort zum Einsatz, wo die schnelle Nachbildung eines Teils dazu beiträgt, Stillstände zu begrenzen oder den kostspieligen Austausch eines größeren Systems zu vermeiden. Am häufigsten betrifft dies Teile von Produktionsmaschinen, Verschleißteile und mechanische Komponenten, die mit der Zeit verschleißen und deren Austausch durch Originalteile erschwert ist. Am häufigsten handelt es sich um: Besonders wichtig ist dies in Betrieben, die bestehende Maschinenparks modernisieren und die Lebensdauer bewährter Anlagen verlängern möchten, ohne die gesamte Infrastruktur ersetzen zu müssen. Zusammenfassung Reverse Engineering ermöglicht es, verschlissene oder nicht verfügbare Komponenten auf Grundlage physischer Muster nachzubilden und eine neue technische Dokumentation für die weitere Produktion zu erstellen. In Verbindung mit CNC-Bearbeitung ermöglicht es die Fertigung von Ersatzteilen für bestehende Maschinen, ohne dass ganze Anlagen ausgetauscht werden müssen. In vielen Fällen trägt diese Lösung dazu bei, Stillstände zu verkürzen und die Kontinuität des Maschinenparks aufrechtzuerhalten. Bei SIM Gdynia realisieren wir CNC-Bearbeitung von Teilen für anspruchsvolle industrielle Anwendungen – auch dort, wo der Ausgangspunkt ein bestehendes Bauteil ist, das nachgebildet werden muss.
Dichtheit und Oberflächenglätte in der CNC-Bearbeitung von Komponenten für die Leistungshydraulik

Leistungshydraulik ist ein Bereich, in dem bereits geringe Qualitätsabweichungen die Funktion des gesamten Systems beeinflussen können. Die Dichtheit der Komponenten, die Stabilität der Betriebsparameter sowie die Lebensdauer zusammenarbeitender Elemente hängen nicht nur von der Konstruktion ab, sondern auch von der Qualität der Ausführung einzelner Bauteile. Deshalb erfordert die CNC-Bearbeitung von Komponenten für die Leistungshydraulik hohe Präzision, Kontrolle der Prozessparameter sowie eine wiederholbare Qualität. Von besonderer Bedeutung sind hier Maßgenauigkeit, Oberflächenqualität und die Übereinstimmung zusammenarbeitender Elemente, die im fertigen System für die Aufrechterhaltung des Drucks und die richtige Funktion der Dichtungen verantwortlich sind. Warum die CNC-Bearbeitung von Komponenten der Leistungshydraulik hohe Präzision erfordert In hydraulischen Systemen ist Dichtheit nicht ausschließlich eine Eigenschaft eines einzelnen Bauteils. Sie ist das Ergebnis des Zusammenspiels vieler Elemente, die passende Maß- und Oberflächenparameter einhalten müssen. Schon geringe Abweichungen können die Funktion des gesamten Systems beeinflussen. In der Leistungshydraulik ist die Aufrechterhaltung des richtigen Arbeitsdrucks entscheidend für die Effizienz und Betriebssicherheit. Undichtigkeiten können zu Druckabfällen, einer geringeren Leistungsfähigkeit und einem beschleunigten Verschleiß der Komponenten führen. Aus diesem Grund erfordert die CNC-Bearbeitung hydraulischer Elemente eine hohe Fertigungsgenauigkeit. Dies betrifft sowohl Dichtflächen als auch zusammenarbeitende Elemente, die im gesamten System geometrisch übereinstimmen müssen. Ausführlicher behandeln wir das Thema Fertigungsgenauigkeit und Toleranzklassen im Artikel: „Maßtoleranzen und Passungen – wie lassen sich IT-Klassen in der CNC-Bearbeitung optimieren, um nicht zu viel zu bezahlen?“. Oberflächenglätte in der CNC-Bearbeitung und die Wirksamkeit von Dichtungen Einer der wichtigsten Qualitätsparameter bei hydraulischen Komponenten ist der Zustand der Oberfläche nach der CNC-Bearbeitung. Von diesem Parameter hängen in hohem Maße die Wirksamkeit der Zusammenarbeit mit Dichtungen sowie die langfristige Lebensdauer des Systems ab. Die Oberflächenqualität beeinflusst nicht nur die Dichtheit, sondern auch die Stabilität der zusammenarbeitenden Elemente und deren Verschleißtempo während des Betriebs. Wie die Oberflächenrauheit nach der CNC-Bearbeitung die Arbeit von Dichtungen beeinflusst Eine zu hohe Oberflächenrauheit kann zu einem beschleunigten Verschleiß der Dichtungen führen. Unebenheiten erhöhen die Reibung und verursachen eine stärkere Belastung der Dichtelemente während des Betriebs. Langfristig kann dies zum Verlust der Dichtheit, zu einer geringeren Effizienz des Systems und zur Notwendigkeit eines früheren Austauschs von Verschleißteilen führen. Die Anforderungen an die Oberflächenqualität hängen von der Funktion des jeweiligen Elements und seinen Betriebsbedingungen ab. Andere Parameter sind für statische Komponenten relevant, andere wiederum für Elemente, die in kontinuierlicher Bewegung arbeiten. Ist eine zu glatte Oberfläche nach der CNC-Bearbeitung immer vorteilhaft? Eine hohe Oberflächenqualität ist wichtig, doch eine zu starke Vereinfachung dieses Themas kann zu falschen Annahmen führen. Eine zu glatte Oberfläche bedeutet nicht immer bessere Arbeitsbedingungen. In einigen Anwendungen hilft eine bestimmte Oberflächenstruktur dabei, geeignete Schmierbedingungen und eine stabile Zusammenarbeit mit Dichtungen aufrechtzuerhalten. Die erforderlichen Oberflächenparameter werden abhängig von der Funktion des Bauteils und seinen Betriebsbedingungen ausgewählt. Toleranzen und Qualitätskontrolle in der CNC-Bearbeitung hydraulischer Komponenten Die Dichtheit eines hydraulischen Systems ist das Ergebnis der Übereinstimmung vieler Parameter. Die Oberflächenqualität allein reicht nicht aus, wenn die Elemente nicht die erforderliche Maßgenauigkeit einhalten. Bei Komponenten, die unter Druck arbeiten, können selbst geringe Abweichungen die Passung zusammenarbeitender Teile sowie die Stabilität des gesamten Systems beeinflussen. Passungen und Fertigungsgenauigkeit in der CNC-Bearbeitung Bei hydraulischen Komponenten sind Passungen und die Maßübereinstimmung zusammenarbeitender Elemente von großer Bedeutung. Maßabweichungen können die Dichtheit von Verbindungen oder die Arbeit beweglicher Mechanismen beeinflussen. Probleme dieser Art zeigen sich häufig erst bei der Montage oder im Betrieb, wenn die einzelnen Elemente unter Belastung zusammenarbeiten. Messungen und Oberflächenkontrolle nach der CNC-Bearbeitung Die Qualitätskontrolle bei der Herstellung hydraulischer Komponenten umfasst sowohl Maßmessungen als auch die Bewertung der Oberflächenparameter. Die Überprüfung der Bauteilgeometrie ermöglicht es, die Übereinstimmung mit der technischen Dokumentation zu bestätigen, während die Kontrolle der Oberflächenqualität einen direkten Einfluss auf die Funktionalität des fertigen Bauteils hat. Ausführlicher beschreiben wir Methoden zur Kontrolle und Messung von Bauteilen im Artikel: „Wie misst man Werkstücke in der CNC-Bearbeitung? Messmethoden und ihre Anwendungen“. Bei Elementen, die für die Dichtheit verantwortlich sind, ist nicht nur ein einzelnes Messergebnis wichtig, sondern auch die Wiederholbarkeit der Qualität zwischen aufeinanderfolgenden Bauteilen. Wiederholbarkeit des CNC-Bearbeitungsprozesses und Dichtheit der Komponenten Die Herstellung hydraulischer Komponenten erfordert einen stabilen Prozess. Selbst ein korrekt gefertigtes Bauteil garantiert nicht die Qualität der gesamten Serie, wenn die Prozessparameter nicht unter Kontrolle bleiben. Die Wiederholbarkeit ist besonders dort von Bedeutung, wo Komponenten unter Druck arbeiten und unabhängig von der Größe der Produktionscharge identische Gebrauchseigenschaften beibehalten müssen. Welche Komponenten der Leistungshydraulik die höchste Präzision der CNC-Bearbeitung erfordern Nicht alle Elemente hydraulischer Systeme sind gleichermaßen anspruchsvoll. Die höchste Präzision ist dort erforderlich, wo selbst geringe Fertigungsunterschiede die Dichtheit, den Durchfluss des Mediums oder die stabile Arbeit des gesamten Systems beeinflussen können. Zu den anspruchsvollsten Komponenten gehören: In ihrem Fall sind nicht nur Maßgenauigkeit, sondern auch Oberflächenqualität und Wiederholbarkeit der Ausführung entscheidend. Besonders anspruchsvoll sind Ventilgehäuse, bei denen die Ausführungsqualität den Durchfluss des Mediums und die Funktionalität des gesamten Systems direkt beeinflusst. Wichtig sind hier sowohl die Geometrie des Bauteils als auch die Oberflächenqualität der Durchflusskanäle und der zusammenarbeitenden Flächen. Ähnlich ist es bei Buchsen und Kolben, die in Bewegung arbeiten. Schon geringe Abweichungen können die Reibung erhöhen, den Verschleiß von Dichtungen beschleunigen oder die Stabilität der Arbeit des Bauteils beeinflussen. Zusammenfassung Die Leistungshydraulik ist ein Bereich, in dem die CNC-Bearbeitung eine besonders strenge Qualitätskontrolle erfordert. Die Dichtheit des Systems hängt von vielen Faktoren ab – von der Maßgenauigkeit über die Oberflächenqualität bis hin zur Stabilität des gesamten Produktionsprozesses. Bei Komponenten, die unter Druck arbeiten, können bereits geringe Fertigungsunterschiede die Lebensdauer und Zuverlässigkeit der fertigen Lösung beeinflussen. Deshalb sind die Wiederholbarkeit der Parameter und eine hohe Ausführungsqualität bei der Herstellung solcher Elemente von entscheidender Bedeutung. Bei SIM Gdynia realisieren wir CNC-Bearbeitung von Komponenten für anspruchsvolle industrielle Anwendungen, bei denen Dichtheit, Genauigkeit und Wiederholbarkeit der Ausführung entscheidend sind.
Mechanische Montage von Baugruppen – warum es sinnvoll ist, komplette Module an einen CNC-Bearbeitungsbetrieb zu vergeben
Die mechanische Montage funktioniert in der modernen Industrie immer seltener als eigenständiger Prozessschritt. Immer häufiger stellt sich die Frage: Ist es besser, mit mehreren Lieferanten zu arbeiten oder die Herstellung eines kompletten Moduls einem einzigen Partner zu übertragen? Aus unserer Erfahrung ermöglicht die Kombination von CNC-Bearbeitung und Montage, Probleme bei der Passgenauigkeit von Bauteilen zu reduzieren und die Produktionsorganisation zu vereinfachen. Lohnt es sich, CNC-Bearbeitung und Montage an einem Ort zu verbinden? Im traditionellen Produktionsmodell werden einzelne Komponenten von unterschiedlichen Lieferanten gefertigt. Erst nach der Lieferung werden sie beim Kunden zusammengeführt und montiert. Dieses Modell erfordert die Koordination vieler Bestellungen, Transporte und Qualitätskontrolle Schritte. Jeder dieser Faktoren erhöht das Fehlerrisiko und erschwert die Kontrolle über den gesamten Prozess. Dadurch steigt das Risiko von Verzögerungen und Problemen durch mangelnde Abstimmung zwischen den Lieferanten. Reduzierung organisatorischer Kosten Die Vergabe eines kompletten Moduls vereinfacht das Produktionsmanagement. Statt viele Positionen im ERP-System zu verwalten und mehrere Bestellungen zu koordinieren, arbeitet man mit einem einzigen, konsistenten Auftrag. Zusätzlich wird die Anzahl administrativer Vorgänge im Zusammenhang mit Bestellungen und Lieferkontrollen reduziert. Das ist besonders wichtig bei Projekten mit vielen Komponenten, die die Koordination zahlreicher Lieferanten erfordern. Kürzere Durchlaufzeiten bei CNC-Bearbeitung und Montage Im integrierten Modell läuft der Prozess flüssiger ab – die Bauteile gelangen direkt von einem Arbeitsschritt zum nächsten, ohne zusätzliche Transporte zwischen Lieferanten organisieren zu müssen. Dadurch werden Stillstände vermieden und Wartezeiten zwischen den einzelnen Prozessschritten verkürzt, was die gesamte Projektrealisierung beschleunigt. Die Verkürzung der Durchlaufzeit ist nicht nur operativ, sondern auch wirtschaftlich wichtig. Produkte können schneller auf den Markt gebracht und Kosten durch Stillstände oder Projektverzögerungen reduziert werden. Passungen und Toleranzen in der CNC-Bearbeitung – eine Verantwortung beim Lieferanten Die meisten Montageprobleme entstehen an den Schnittstellen von Komponenten unterschiedlicher Lieferanten. Schon geringe Abweichungen bei den Toleranzen können die korrekte Montage einer Baugruppe verhindern. In solchen Fällen entsteht das Problem nicht durch einen einzelnen Fehler, sondern durch die Summe kleiner Abweichungen, die erst bei der Endmontage sichtbar werden. Ausführlicher beschreiben wir das Thema Toleranzen und Passungen im Artikel: „Maßtoleranzen und Passungen – wie lassen sich IT-Klassen in der CNC-Bearbeitung optimieren, um nicht zu viel zu bezahlen?“ Vermeidung von Montageproblemen Wenn ein kompletter Modul von einem einzigen Lieferanten gefertigt wird, werden die Toleranzen bereits während der Produktion abgestimmt und eventuelle Abweichungen sofort korrigiert. Die Komponenten werden als Gesamtsystem geprüft, wodurch Probleme bei der Montage vermieden werden können. Das ist besonders wichtig bei Serienproduktionen, bei denen die Wiederholgenauigkeit der Montage direkten Einfluss auf Produktionszeit und Kosten hat. Qualitätskontrolle der gesamten Baugruppe Die Qualitätskontrolle eines fertigen Moduls umfasst nicht nur die Prüfung einzelner Maße, sondern auch die Funktionalität der gesamten Baugruppe. Geprüft werden Passungen, Bewegungswiderstände und – falls erforderlich – die Dichtheit der Verbindungen. Dadurch kann das fertige Modul direkt in weiteren Produktionsschritten eingesetzt werden. Methoden der Qualitätskontrolle und Messtechnik beschreiben wir ausführlicher im Artikel: „Wie misst man Werkstücke in der CNC-Bearbeitung? Messmethoden und ihre Anwendungen“. Wie sich die Integration von Produktion und Montage auf den Projektablauf auswirkt Die Verbindung von CNC-Bearbeitung und Montage ermöglicht einen umfassenderen Blick auf den gesamten Produktionsprozess. In der Praxis bedeutet dies die Möglichkeit, Konstruktionen zu vereinfachen oder Technologien besser aufeinander abzustimmen. Integration von CNC-Bearbeitung und Montageprozessen Im integrierten Modell ist ein einziger Lieferant für den gesamten Prozess verantwortlich – von der CNC-Bearbeitung über Nachbearbeitungsprozesse bis hin zur Vorbereitung der Bauteile und der Endmontage. Dieser Ansatz erleichtert die Produktionsplanung und reduziert unnötige Arbeitsschritte. Dadurch werden die einzelnen Produktionsphasen besser aufeinander abgestimmt und die Anzahl der Zwischenoperationen reduziert. Das wirkt sich direkt auf die Effizienz des gesamten Prozesses aus. Verwaltung von Standardkomponenten Im Rahmen der Modulproduktion wird auch die Beschaffung von Standardkomponenten übernommen, darunter: Dadurch entsteht die gesamte Baugruppe als ein zusammenhängender Auftrag. Das reduziert das Risiko ungeeigneter Komponenten und vereinfacht die Qualitätskontrolle der gesamten Baugruppe. Wo Fehler bei Projekten zur CNC-Bearbeitung und Montage entstehen In anspruchsvollen Branchen wie der Energie- oder Maschinenbauindustrie kann der Ausfall eines einzelnen Elements schwerwiegende Folgen haben. Bei komplexeren Baugruppen können selbst kleine Fehler zu Problemen im Betrieb oder zu Änderungen während der Montage führen. Meistens entstehen solche Probleme durch Abweichungen zwischen der Dokumentation und der tatsächlichen Fertigung von Bauteilen bei unterschiedlichen Lieferanten. Die Bedeutung der Prozesskontrolle Im integrierten Modell erfolgt die Montage unter kontrollierten Bedingungen. Dadurch wird das Risiko von Verunreinigungen reduziert und die Materialprüfung in verschiedenen Prozessphasen ermöglicht. Fertige Baugruppen sind dadurch wiederholbarer und weniger anfällig für Betriebsfehler. Warum der Preis eines einzelnen Bauteils nicht die gesamten Projektkosten widerspiegelt Der Preis eines einzelnen Bauteils ist nur ein Teil der Gesamtkosten eines Projekts. Ebenso wichtig sind Lagerkosten, Montageorganisation, Arbeitszeit des Teams sowie das Risiko von Fehlern und Nacharbeiten. Erst die Berücksichtigung all dieser Faktoren ermöglicht eine realistische Bewertung der tatsächlichen Produktionskosten. Deshalb sollte die Kostenanalyse den gesamten Projektzyklus umfassen und nicht nur den Preis einzelner Komponenten. Zusammenfassung Die Vergabe der mechanischen Montage zusammen mit der CNC-Bearbeitung vereinfacht die Produktionsorganisation, verkürzt die Durchlaufzeit und reduziert das Risiko von Fehlern an den Schnittstellen der Komponenten. Das bedeutet mehr Prozesssicherheit und eine bessere Qualitätskontrolle der fertigen Baugruppe. Bei komplexeren Baugruppen ist die Konsistenz des gesamten Prozesses – von der CNC-Bearbeitung bis zur Endmontage – von entscheidender Bedeutung. Bei SIM Gdynia realisieren wir die Produktion und Montage von Komponenten und gewährleisten deren Passgenauigkeit, Wiederholbarkeit und Übereinstimmung mit den Projektanforderungen.