SIM Gdynia na Wieczorze Letnim AHK Polska 2026

Uczestniczyliśmy w Wieczorze Letnim AHK Polska 2026 – jednym z największych polsko-niemieckich spotkań biznesowych organizowanych przez Polsko-Niemiecką Izbę Przemysłowo-Handlową (AHK Polska). Wydarzenie zgromadziło ponad 400 przedstawicieli firm członkowskich, partnerów biznesowych oraz przedstawicieli środowiska gospodarczego. Spotkanie odbyło się w warszawskiej Fortecy Kręglickich i było okazją do rozmów, wymiany doświadczeń oraz budowania relacji pomiędzy przedsiębiorstwami działającymi na rynku polskim i niemieckim. Rozmowy i nowe perspektywy współpracy Program wydarzenia obejmował część networkingową, spotkania biznesowe oraz liczne rozmowy dotyczące rozwoju współpracy gospodarczej pomiędzy firmami reprezentującymi różne sektory przemysłu. Dla SIM Gdynia udział w tego typu wydarzeniach stanowi okazję do poznawania nowych partnerów biznesowych, wymiany doświadczeń oraz obserwowania kierunków rozwoju rynku. Bezpośrednie spotkania pozwalają lepiej zrozumieć potrzeby przedsiębiorstw oraz budować relacje, które w przyszłości mogą przełożyć się na wspólne projekty i nowe możliwości współpracy. Znaczenie relacji biznesowych Współczesny przemysł opiera się nie tylko na technologii i kompetencjach produkcyjnych, ale również na silnych relacjach biznesowych. Dlatego regularnie uczestniczymy w wydarzeniach branżowych, konferencjach oraz spotkaniach integrujących środowisko przedsiębiorców. Dziękujemy organizatorom za przygotowanie wydarzenia oraz wszystkim uczestnikom za wartościowe rozmowy i wymianę doświadczeń.
Chropowatość powierzchni pod lupą – od Ra do Rz, czyli jak parametry skrawania definiują finalną jakość w obróbce CNC
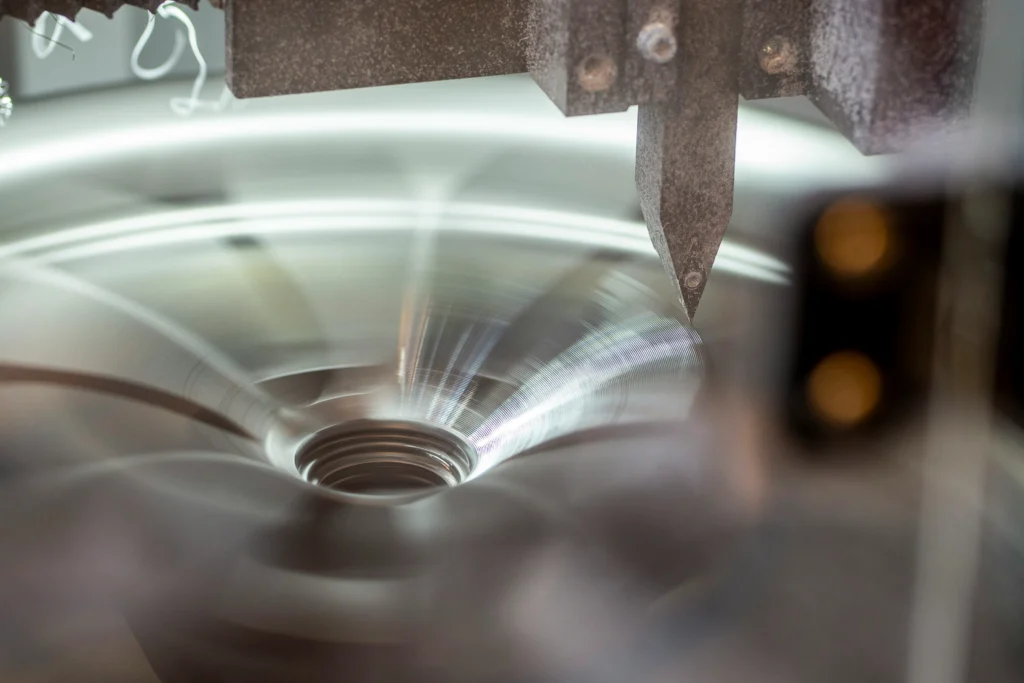
W obróbce CNC dokładność wymiarowa jest tylko jednym z elementów decydujących o jakości detalu. Nawet komponent wykonany zgodnie z rysunkiem technicznym może nie spełniać swojej funkcji, jeżeli powierzchnia po obróbce nie odpowiada wymaganiom projektu. Dlatego w dokumentacji technicznej pojawiają się wymagania dotyczące chropowatości powierzchni określane między innymi parametrami Ra i Rz. W praktyce wpływa ona nie tylko na wygląd elementu, ale również na jego trwałość, szczelność oraz współpracę z innymi komponentami. Dlaczego chropowatość powierzchni ma znaczenie w obróbce CNC Każda powierzchnia po obróbce skrawaniem posiada mikronierówności powstające w wyniku pracy narzędzia. Ich wielkość zależy od wielu czynników związanych z procesem technologicznym. Wymagania dotyczące jakości powierzchni powinny być zawsze dostosowane do funkcji komponentu. Nie wszystkie powierzchnie wymagają takiej samej dokładności wykonania, jednak w przypadku elementów współpracujących, prowadzących lub uszczelniających chropowatość może mieć bezpośredni wpływ na działanie gotowego wyrobu. Zbyt duża chropowatość może przyspieszać zużycie elementów, zwiększać tarcie lub utrudniać uzyskanie odpowiedniej szczelności połączenia. Z kolei nadmierne wymagania jakościowe często prowadzą do niepotrzebnego wzrostu kosztów produkcji. Jakość powierzchni ma szczególne znaczenie wszędzie tam, gdzie nawet niewielkie odchylenia mogą wpływać na funkcjonalność komponentu. Dobrym przykładem jest branża medyczna, o której szerzej piszemy w artykule : „Obróbka CNC w przemyśle medycznym – wymagania dotyczące jakości powierzchni”. Ra i Rz – co mówią o powierzchni po obróbce CNC Na rysunkach technicznych najczęściej spotykanymi parametrami są Ra oraz Rz. Oba opisują stan powierzchni, jednak każdy z nich pokazuje nieco inny aspekt jej jakości. W obróbce CNC parametry chropowatości wpływają na sposób współpracy elementów, skuteczność uszczelnień oraz trwałość komponentów podczas eksploatacji. Dlatego znajomość różnic pomiędzy Ra i Rz ma znaczenie przy określaniu wymagań jakościowych. Dlaczego parametr Ra nie pokazuje całego obrazu Ra określa średnią wartość nierówności powierzchni na analizowanym odcinku pomiarowym. Jest to najczęściej stosowany parametr chropowatości i właśnie on pojawia się na większości dokumentacji technicznej. Parametr Ra pokazuje jednak jedynie wartość średnią. W praktyce dwie powierzchnie mogą mieć identyczne Ra, a mimo to różnić się kształtem i głębokością nierówności. Z punktu widzenia szczelności, tarcia czy współpracy elementów takie różnice mogą mieć istotne znaczenie. Dlatego podczas planowania procesu obróbki CNC ocena jakości powierzchni wyłącznie na podstawie jednego parametru nie zawsze pozwala prawidłowo określić rzeczywiste wymagania dla komponentu. Kiedy większe znaczenie ma Rz Parametr Rz opisuje wysokość nierówności powierzchni, uwzględniając różnice pomiędzy najwyższymi wierzchołkami a najgłębszymi zagłębieniami profilu. Dzięki temu pozwala ocenić nie tylko średni stan powierzchni, ale również występowanie większych nierówności, które mogą mieć wpływ na funkcjonowanie komponentu. Ten parametr jest szczególnie przydatny przy ocenie powierzchni współpracujących, uszczelniających oraz elementów narażonych na zużycie eksploatacyjne. Pozwala lepiej ocenić ryzyko występowania lokalnych nierówności mogących wpływać na szczelność połączenia lub trwałość komponentu. Z tego powodu w wielu zastosowaniach przemysłowych analiza Rz stanowi cenne uzupełnienie informacji wynikających z pomiaru Ra. Od czego zależy chropowatość powierzchni po obróbce CNC Uzyskanie wymaganej jakości powierzchni w obróbce CNC nie jest efektem jednej decyzji technologicznej. Nawet przy identycznej dokumentacji technicznej końcowy efekt może różnić się w zależności od zastosowanych parametrów obróbki, rodzaju materiału czy stanu narzędzi. Dlatego wymagania dotyczące chropowatości należy analizować w kontekście całego procesu produkcyjnego, a nie pojedynczej operacji skrawania. Parametry skrawania i stan narzędzia Jednym z najważniejszych czynników są parametry obróbki. Posuw, prędkość skrawania czy głębokość skrawania mają bezpośredni wpływ na charakter śladów pozostawianych przez narzędzie. W naszej pracy często spotykamy się z sytuacjami, w których pozornie niewielka zmiana parametrów obróbki wpływa na końcową jakość powierzchni bardziej niż sam dobór materiału. Znaczenie ma również jego stan techniczny. Zużyte ostrze może powodować pogorszenie jakości powierzchni, zwiększenie nierówności oraz powstawanie niepożądanych śladów obróbki. Materiał obrabianego detalu i sztywność procesu Nie każdy materiał zachowuje się podczas obróbki w taki sam sposób. Aluminium, stal konstrukcyjna, stal nierdzewna czy mosiądz różnią się właściwościami wpływającymi na przebieg procesu skrawania. Z tego względu parametry procesu nie powinny być dobierane wyłącznie na podstawie geometrii detalu. Równie istotne są właściwości materiału oraz wymagania dotyczące jakości powierzchni po obróbce CNC. Parametry, które sprawdzają się podczas obróbki jednego materiału, nie zawsze pozwolą uzyskać taki sam efekt w przypadku innego komponentu. Duże znaczenie ma również sztywność całego układu technologicznego. Drgania powstające podczas obróbki mogą pozostawiać na powierzchni ślady, które będą widoczne podczas kontroli jakości. Gdzie wymagania dotyczące chropowatości są szczególnie istotne Nie każda powierzchnia komponentu wymaga takiego samego poziomu wykończenia. Dlatego wymagania dotyczące chropowatości powinny wynikać z funkcji, jaką dany element pełni w gotowym wyrobie. Często spotykamy się z komponentami, w których wymagania dotyczące jakości powierzchni są równie ważne jak tolerancje wymiarowe określone dla obróbki CNC. Szczególną uwagę zwraca się na: Dobrym przykładem są komponenty hydrauliki siłowej, gdzie jakość powierzchni wpływa bezpośrednio na skuteczność uszczelnień i trwałość układu. Kontrola chropowatości powierzchni po obróbce CNC Uzyskanie odpowiedniej jakości powierzchni wymaga nie tylko właściwego procesu produkcyjnego, ale również skutecznej kontroli. Pomiar chropowatości wykonywany jest przy użyciu specjalistycznych przyrządów pomiarowych, które pozwalają określić wartości wymaganych parametrów. Dzięki temu możliwe jest potwierdzenie zgodności detalu z dokumentacją techniczną jeszcze przed przekazaniem go do kolejnych etapów produkcji. Więcej o podejściu do kontroli jakości opisujemy w artykule: „Kontrola jakości w obróbce CNC – jak dbamy o precyzję w SIM Gdynia?”. Czy niższa chropowatość zawsze oznacza lepszy detal? Jednym z najczęstszych błędów jest założenie, że najniższa możliwa wartość Ra będzie najlepszym rozwiązaniem. W naszej pracy często spotykamy się z sytuacjami, w których wymagania dotyczące chropowatości są wyższe niż rzeczywiście wymaga tego funkcja komponentu. W praktyce zbyt rygorystyczne wymagania dotyczące chropowatości powierzchni mogą prowadzić do: Dlatego już na etapie projektowania warto określić wymagania dotyczące jakości powierzchni adekwatnie do funkcji komponentu. Pozwala to uniknąć niepotrzebnych operacji technologicznych i lepiej zoptymalizować koszty produkcji. Podsumowanie Chropowatość powierzchni jest jednym z parametrów, które bezpośrednio wpływają na funkcjonalność gotowego komponentu. W obróbce CNC decyduje nie tylko o wyglądzie detalu, ale również o współpracy elementów, skuteczności uszczelnień, trwałości połączeń oraz możliwości wykonania kolejnych procesów technologicznych. Najlepsza powierzchnia to nie zawsze ta o najniższej wartości Ra, lecz taka, która odpowiada rzeczywistym wymaganiom danego zastosowania. Planujesz wykonanie komponentów wymagających precyzyjnej obróbki CNC i kontroli jakości powierzchni? Skontaktuj się z nami, aby omówić wymagania projektu.
Piknik Rodzinny z okazji Dnia Dziecka – wspólny czas zespołu SIM Gdynia w Chwaszczynie

14 czerwca 2026 roku na Toyota Arena Stadium w Chwaszczynie odbył się Piknik Rodzinny z okazji Dnia Dziecka – wydarzenie organizowane z myślą o wspólnym spędzaniu czasu w rodzinnej atmosferze. W programie zaplanowano wiele atrakcji dla dzieci i dorosłych, w tym animacje, konkursy, występy artystyczne, dmuchańce, rodzinne aktywności sportowe oraz strefę gastronomiczną. To wydarzenie, które od lat przyciąga lokalną społeczność i tworzy przestrzeń do wspólnego świętowania, rozmów i dobrej zabawy. Cieszymy się, że również w tym roku udało się zebrać wystarczającą liczbę chętnych, aby przygotować strefę SIM Gdynia dla naszych pracowników oraz ich najbliższych. Była to przestrzeń do wspólnego spędzenia czasu, rozmów oraz odpoczynku przy przygotowanym poczęstunku i napojach. Wspólny czas poza codzienną pracą Nasza strefa była miejscem, w którym można było spotkać się poza codziennym środowiskiem pracy, spędzić czas z rodziną i po prostu pobyć razem w mniej formalnej atmosferze. To także okazja do wspólnego posiłku, rozmów i chwili odpoczynku podczas całego wydarzenia. Takie inicjatywy mają dla nas dużą wartość, ponieważ pozwalają budować relacje nie tylko w zespole, ale również w gronie rodzin i bliskich osób, które są ważną częścią życia naszych pracowników. W codziennym tempie pracy nie zawsze jest przestrzeń na takie spotkania, dlatego tym bardziej doceniamy możliwość wspólnego udziału w lokalnych wydarzeniach. Zaangażowanie w lokalne inicjatywy Dla nas to nie tylko okazja do integracji, ale także sposób na wspieranie inicjatyw odbywających się w naszej najbliższej okolicy. Chętnie angażujemy się w wydarzenia, które łączą ludzi i tworzą dobrą atmosferę wokół wspólnego spędzania czasu. Pogoda dopisała, a całe wydarzenie upłynęło w przyjaznej i rodzinnej atmosferze. Była to dobra okazja do wspólnego spędzenia czasu oraz spotkań poza codziennymi obowiązkami zawodowymi. Dziękujemy wszystkim uczestnikom za wspólnie spędzony czas i do zobaczenia podczas kolejnych wydarzeń!
SIM Gdynia na Polsko-Szwedzkim Forum Przemysłu Obronnego

Uczestniczyliśmy w Polsko-Szwedzkim Forum Przemysłu Obronnego zorganizowanym przez Ministerstwo Rozwoju i Technologii. Wydarzenie zgromadziło przedstawicieli firm oraz instytucji związanych z sektorem obronnym, tworząc przestrzeń do rozmów o współpracy międzynarodowej, rozwoju technologii oraz nowych kierunkach inwestycji. Forum odbyło się w czasie rosnącego znaczenia współpracy pomiędzy Polską i Szwecją w obszarze przemysłu obronnego. Wśród poruszanych tematów znalazły się między innymi możliwości rozwoju partnerstw przemysłowych, transfer technologii, udział przedsiębiorstw w międzynarodowych łańcuchach dostaw oraz realizacja wspólnych projektów badawczo-rozwojowych. Rozmowy o przyszłości sektora obronnego W wydarzeniu uczestniczyli przedstawiciele administracji publicznej, firm technologicznych oraz przedsiębiorstw działających na rzecz sektora obronnego. Forum było okazją do wymiany doświadczeń oraz poznania perspektyw rozwoju współpracy pomiędzy polskimi i szwedzkimi podmiotami. Szczególną uwagę poświęcono zagadnieniom związanym z bezpieczeństwem, nowoczesnymi technologiami oraz wzmacnianiem potencjału przemysłowego w Europie. Dyskusje dotyczyły również roli przedsiębiorstw produkcyjnych w realizacji projektów o znaczeniu strategicznym dla gospodarki i obronności. Możliwości współpracy dla polskich przedsiębiorstw Spotkanie zgromadziło kilkadziesiąt firm z Polski i Szwecji. Każda z nich miała możliwość zaprezentowania swojej działalności, kompetencji oraz obszarów potencjalnej współpracy. Dla SIM Gdynia udział w tego typu wydarzeniach stanowi okazję do śledzenia kierunków rozwoju rynku oraz budowania relacji z partnerami działającymi w sektorach wymagających wysokiej jakości i precyzji wykonania komponentów mechanicznych. Rozwój przemysłu obronnego oraz realizacja nowych projektów technologicznych tworzą przestrzeń dla współpracy pomiędzy producentami, dostawcami technologii i firmami produkcyjnymi. SIM Gdynia w sektorze obronnym Od kilku lat konsekwentnie rozwijamy nasze kompetencje w obszarze produkcji komponentów dla sektora obronnego. Udział w wydarzeniach branżowych pozwala nam lepiej rozumieć potrzeby rynku, poznawać nowe kierunki rozwoju technologicznego oraz nawiązywać wartościowe kontakty biznesowe. Dziękujemy organizatorom za możliwość uczestnictwa w wydarzeniu oraz wszystkie inspirujące rozmowy dotyczące przyszłości przemysłu obronnego i współpracy międzynarodowej.
Obróbka CNC detali z gwintami – jak uniknąć najczęstszych błędów przy gwintowaniu i kontroli gwintu?

Gwinty są jednym z najczęściej wykonywanych elementów w produkcji komponentów mechanicznych. Występują zarówno w prostych detalach montażowych, jak i w korpusach, obudowach czy podzespołach pracujących w wymagających warunkach przemysłowych. Choć wykonanie gwintu może wydawać się standardową operacją, nawet niewielkie błędy mogą powodować problemy podczas montażu. W efekcie detal spełniający wymagania wymiarowe nie zawsze okazuje się prawidłowo wykonany pod względem funkcjonalnym. Z tego powodu obróbka CNC detali z gwintami wymaga nie tylko odpowiednio dobranego procesu technologicznego, ale również skutecznej kontroli jakości. Dlaczego jakość gwintu ma znaczenie w obróbce CNC Gwint odpowiada za prawidłowe połączenie elementów. Jeżeli zostanie wykonany nieprawidłowo, problem zwykle pojawia się dopiero podczas montażu lub pierwszego uruchomienia urządzenia. W wielu przypadkach wystarczy niewielkie uszkodzenie zwojów, pogorszona jakość powierzchni lub odchyłka geometryczna, aby śruba nie mogła zostać poprawnie zamontowana. Znaczenie jakości wykonania gwintu jest szczególnie duże w przypadku elementów narażonych na obciążenia eksploatacyjne, wymagających zachowania szczelności połączenia lub przewidzianych do wielokrotnego montażu i demontażu. Gdzie błędy gwintów najczęściej ujawniają się w praktyce Nie każdy problem związany z gwintem jest widoczny bezpośrednio po zakończeniu obróbki CNC. Z naszego doświadczenia wynika, że wiele nieprawidłowości ujawnia się dopiero podczas montażu gotowych komponentów, kiedy połączenie nie spełnia założonych wymagań. Najczęściej spotykane sytuacje to: W przypadku pojedynczego detalu problem najczęściej oznacza dodatkową pracę montażową lub konieczność wykonania poprawek. Przy większych seriach produkcyjnych ta sama niezgodność może dotyczyć wielu komponentów, co przekłada się na dodatkowe kontrole, opóźnienia i wzrost kosztów realizacji. Z tego względu jakość gwintu warto traktować jako jeden z elementów wpływających na funkcjonalność gotowego wyrobu, a nie wyłącznie kolejną operację technologiczną. Najczęstsze problemy podczas wykonywania gwintów w obróbce CNC Na końcowy efekt gwintowania w obróbce CNC wpływa wiele czynników związanych zarówno z przygotowaniem detalu, jak i samym procesem skrawania. W naszej pracy często spotykamy się z sytuacjami, w których problemy z gwintem nie wynikają z jednego dużego błędu, lecz z kilku pozornie niewielkich niezgodności występujących na różnych etapach produkcji. Przygotowanie otworu i stan narzędzia Jednym z najczęstszych błędów jest nieprawidłowe przygotowanie otworu pod gwint. Nawet niewielkie odchylenia średnicy, osiowości czy jakości powierzchni mogą wpływać na przebieg procesu oraz jakość gotowego połączenia. Błędy powstałe na tym etapie są trudne do skorygowania podczas kolejnych operacji, dlatego właściwe przygotowanie detalu ma kluczowe znaczenie dla uzyskania poprawnego gwintu. Równie ważny jest stan narzędzi. Wraz ze zużyciem pogarsza się jakość wykonywanego gwintu, a ryzyko wystąpienia problemów rośnie. Dotyczy to szczególnie produkcji seryjnej, gdzie narzędzia wykonują dużą liczbę cykli roboczych. Właśnie dlatego kontrola stanu narzędzi jest jednym z elementów utrzymania stabilnej jakości produkcji. Uszkodzenia gwintu i problemy z wiórami Drugim częstym źródłem problemów są wióry pozostające w strefie obróbki. Mogą one powodować uszkodzenia powierzchni gwintu lub pogarszać jakość kolejnych zwojów. Problem ten występuje szczególnie podczas wykonywania głębszych gwintów oraz obróbki materiałów generujących długie, trudne do odprowadzenia wióry. Szczególnie narażone są pierwsze zwoje gwintu, które odpowiadają za prawidłowe rozpoczęcie montażu. Nawet niewielkie uszkodzenie w tym obszarze może skutkować problemami podczas skręcania elementów. Z tego względu istotne znaczenie ma skuteczne odprowadzanie wiórów ze strefy obróbki, szczególnie podczas wykonywania głębszych gwintów oraz produkcji seryjnej. Podobne zależności występują również przy innych precyzyjnych operacjach obróbczych. Opisujemy je szerzej w artykule: „Precyzyjna obróbka otworów w obróbce CNC – wiercenie, rozwiercanie i roztaczanie w praktyce”. Kontrola gwintu i powtarzalność jakości w produkcji seryjnej CNC Ocena gwintu nie powinna ograniczać się wyłącznie do kontroli wizualnej. W zależności od wymagań stosuje się sprawdziany gwintowe oraz inne metody kontroli pozwalające zweryfikować poprawność wykonania. W produkcji seryjnej równie ważna jak jakość pojedynczego gwintu jest powtarzalność parametrów w całej partii komponentów. Z naszego 45 letniego doświadczenia wynika, że największe problemy pojawiają się nie przy wykonaniu pojedynczego detalu, lecz przy utrzymaniu tej samej jakości w kolejnych seriach produkcyjnych. Osiągnięcie tego wymaga odpowiedniego przygotowania procesu, nadzoru nad stanem narzędzi oraz regularnej kontroli wykonywanych detali. Znaczenie ma również właściwy dobór tolerancji i wymagań jakościowych już na etapie dokumentacji technicznej. Szerzej o podejściu do kontroli jakości opisujemy w artykule: „Kontrola jakości w obróbce CNC – jak dbamy o precyzję w SIM Gdynia?”. Podsumowanie Gwinty należą do elementów, których jakość najczęściej weryfikowana jest dopiero podczas montażu. Z tego powodu prawidłowe przygotowanie procesu, kontrola stanu narzędzi oraz skuteczna weryfikacja gotowych detali mają bezpośredni wpływ na funkcjonalność komponentów. W obróbce CNC liczy się nie tylko zgodność wymiarowa, ale również możliwość bezproblemowego wykorzystania detalu w dalszych etapach produkcji i eksploatacji. W SIM Gdynia realizujemy obróbkę CNC detali z gwintami dla wymagających zastosowań przemysłowych. Skontaktuj się z nami, aby omówić wymagania projektu.
Szkolenie technologiczne z firmą ISCAR w SIM Gdynia

15 maja w SIM Gdynia odbyło się szkolenie technologiczne prowadzone przez firmę ISCAR – naszego partnera z dużym doświadczeniem w obszarze narzędzi skrawających oraz technologii obróbki CNC. Spotkanie było okazją do poszerzenia wiedzy naszego zespołu oraz zapoznania się z rozwiązaniami, które mogą wspierać dalszy rozwój procesów produkcyjnych realizowanych w SIM Gdynia. W branży obróbki CNC rozwój technologii narzędziowych ma bezpośredni wpływ na stabilność procesów, efektywność produkcji oraz jakość wykonywanych detali, dlatego takie spotkania mają dla nas realną wartość praktyczną. Nowe rozwiązania w technologii skrawania Podczas szkolenia przedstawiciele ISCAR zaprezentowali nową linię narzędzi LOGIQUICK, opracowaną z myślą o nowoczesnych procesach skrawania i frezowania. Rozwiązania z tej serii pozwalają na jeszcze lepsze dopasowanie narzędzi do konkretnych zastosowań technologicznych, co może przełożyć się zarówno na większą precyzję realizowanych procesów, jak i optymalizację czasów obróbczych. W praktyce tego typu rozwiązania mają znaczenie nie tylko z perspektywy wydajności, ale również powtarzalności procesów produkcyjnych, która w codziennej pracy ma kluczowe znaczenie dla jakości gotowych komponentów. Wymiana doświadczeń i rozwój kompetencji Dla naszego zespołu było to nie tylko spotkanie produktowe, ale przede wszystkim możliwość wymiany doświadczeń i rozmowy o praktycznych aspektach technologii skrawania. Bezpośredni kontakt z partnerami technologicznymi pozwala lepiej ocenić potencjał nowych rozwiązań oraz spojrzeć na proces produkcyjny z perspektywy codziennych wyzwań technologicznych. W SIM Gdynia rozwój to nie tylko inwestycje w park maszynowy, ale również systematyczne poszerzanie kompetencji zespołu i doskonalenie stosowanych procesów. Takie spotkania są ważnym elementem tego podejścia, ponieważ pozwalają łączyć wiedzę praktyczną z nowościami technologicznymi pojawiającymi się na rynku. Dziękujemy firmie ISCAR za merytoryczne szkolenie, wartościowe rozmowy i możliwość bliższego poznania nowych rozwiązań technologicznych.
DUAL USE czyli biznes i bezpieczeństwo

19 maja mieliśmy okazję uczestniczyć w konferencji „Dual Use – kooperacja, wyzwania, szanse i kierunki finansowania w dobie morskiej energetyki wiatrowej i energetyki atomowej”, która odbyła się w Stacji Kultura w Rumi. Wydarzenie zostało zorganizowane przez Miasto Rumia, spółkę Rumia Invest Park oraz firmę Kongsberg i było poświęcone technologiom oraz rozwiązaniom podwójnego zastosowania, czyli takim, które mogą znaleźć zastosowanie zarówno w sektorze cywilnym, jak i obronnym. Konferencja zgromadziła przedstawicieli biznesu, przemysłu, sektora energetycznego oraz firm związanych z nowoczesnymi technologiami. W centrum rozmów znalazły się zagadnienia związane z rozwojem morskiej energetyki wiatrowej, energetyki atomowej, bezpieczeństwa infrastruktury oraz przyszłości przemysłu w regionie Pomorza. Pomorze wobec nowych wyzwań przemysłowych Podczas konferencji dużo czasu poświęcono zmianom, które zachodzą obecnie w regionie. Dynamiczny rozwój inwestycji energetycznych i infrastrukturalnych powoduje wzrost zapotrzebowania na nowe technologie, kompetencje oraz partnerów przemysłowych zdolnych do realizacji wymagających projektów produkcyjnych. Coraz większe znaczenie zyskują rozwiązania typu dual use, które znajdują zastosowanie zarówno w sektorze cywilnym, jak i obszarach związanych z bezpieczeństwem oraz przemysłem obronnym. Dla firm produkcyjnych oznacza to nie tylko nowe możliwości rozwoju, ale również konieczność dostosowania procesów do coraz wyższych wymagań technologicznych i jakościowych. Rozmowy o technologii i kierunkach rozwoju rynku Udział w wydarzeniu był dla nas okazją do rozmów o kierunkach rozwoju przemysłu oraz roli firm produkcyjnych w projektach związanych z energetyką, przemysłem morskim i bezpieczeństwem infrastruktury. Takie spotkania mają dużą wartość, ponieważ pozwalają lepiej zrozumieć potrzeby rynku, kierunki rozwoju technologii oraz wyzwania, z którymi w najbliższych latach będzie mierzył się sektor przemysłowy. W trakcie konferencji poruszano również temat współpracy pomiędzy biznesem, samorządami oraz firmami technologicznymi. Rozwój dużych projektów energetycznych wymaga bowiem nie tylko inwestycji infrastrukturalnych, ale również budowania stabilnego zaplecza produkcyjnego i technologicznego w regionie. Znaczenie współpracy i wymiany doświadczeń Dla nas udział w takich wydarzeniach to nie tylko możliwość zdobywania wiedzy, ale również okazja do wymiany doświadczeń i rozmów z przedstawicielami różnych sektorów przemysłu. Bezpośredni kontakt z partnerami technologicznymi, producentami oraz ekspertami rynku pozwala spojrzeć szerzej na zmiany zachodzące w branży i lepiej ocenić kierunki rozwoju nowoczesnej produkcji przemysłowej. Dziękujemy organizatorom za możliwość udziału w wydarzeniu oraz wartościowe rozmowy branżowe.
Inżynieria odwrotna – od zużytego detalu do nowej dokumentacji i obróbki CNC
W wielu zakładach produkcyjnych problemem nie jest sama awaria części, ale brak możliwości jej szybkiego odtworzenia. Dotyczy to szczególnie starszych maszyn, dla których dokumentacja techniczna jest niekompletna, niedostępna lub po prostu już nie istnieje. W takich sytuacjach wymiana całego urządzenia często nie jest uzasadniona finansowo, a dostępność oryginalnych części bywa ograniczona. Właśnie wtedy zastosowanie znajduje inżynieria odwrotna (Reverse Engineering) połączona z obróbką CNC. Proces ten pozwala odtworzyć część na podstawie fizycznego wzorca, przygotować nową dokumentację techniczną i wykonać detal dostosowany do dalszej pracy w istniejącym układzie. Kiedy inżynieria odwrotna i obróbka CNC są alternatywą dla zakupu nowych części Nie każda część wymaga odtworzenia od podstaw, ale w wielu przypadkach jest to najbardziej racjonalne rozwiązanie. Szczególnie wtedy, gdy przestój maszyny generuje realne koszty, a pozyskanie oryginalnej części okazuje się trudne lub nieopłacalne. Dotyczy to zwłaszcza starszych urządzeń, dla których dostępność części zamiennych jest ograniczona albo czas oczekiwania na dostawę nie odpowiada potrzebom ciągłej produkcji. Brak dokumentacji technicznej a konieczność odtworzenia komponentu W przypadku starszych maszyn dokumentacja techniczna często nie jest dostępna. Dotyczy to zarówno urządzeń wycofanych z produkcji, jak i części, które były projektowane wiele lat temu bez cyfrowego archiwum dokumentacji. W takich sytuacjach zużyty detal staje się jedynym punktem odniesienia. Jeśli jego stan oraz zachowane cechy geometryczne pozwalają na wiarygodną analizę, możliwe jest przygotowanie nowej dokumentacji technicznej i wykonanie zamiennego detalu w procesie obróbki CNC. Zużyte lub niedostępne części w starszych maszynach Problem dotyczy nie tylko dokumentacji, ale również dostępności części. W praktyce utrzymania ruchu częstym wyzwaniem są komponenty, których producent nie oferuje już w sprzedaży albo czas oczekiwania na dostawę jest nieakceptowalny z punktu widzenia produkcji. W takich przypadkach inżynieria odwrotna pozwala znacząco skrócić drogę od identyfikacji problemu do wykonania nowego detalu, bez konieczności kosztownej modernizacji całego urządzenia. Jak wygląda proces inżynierii odwrotnej przed obróbką CNC Odtworzenie części na podstawie zużytego detalu nie polega wyłącznie na skopiowaniu jego kształtu. Kluczowe znaczenie ma zrozumienie funkcji podzespołu, jego geometrii oraz warunków, w których będzie dalej pracował. Celem procesu jest przygotowanie rozwiązania, które będzie mogło ponownie pracować w istniejącym układzie, a nie wyłącznie odwzorowanie samego wyglądu elementu. Analiza fizycznego detalu i ocena możliwości odtworzenia Pierwszym etapem jest analiza dostępnego detalu. Ocenie podlega jego stan techniczny, stopień zużycia oraz to, czy zachowane cechy geometryczne pozwalają na wiarygodne odtworzenie. Nie każdy zużyty detal nadaje się do bezpośredniego odwzorowania. W niektórych przypadkach konieczne jest uwzględnienie zużycia eksploatacyjnego i oddzielenie pierwotnej geometrii od zmian powstałych podczas użytkowania. Odtworzenie geometrii i przygotowanie dokumentacji technicznej Po analizie możliwe jest przygotowanie nowej dokumentacji technicznej, która staje się podstawą dalszej produkcji. To etap, na którym fizyczny detal przestaje być wyłącznie wzorcem, a staje się źródłem informacji potrzebnych do odtworzenia części. Dokumentacja musi uwzględniać nie tylko wymiary, ale również kluczowe cechy funkcjonalne, które będą miały znaczenie podczas pracy elementu. Dobór materiału i założeń produkcyjnych Odtworzenie geometrii nie zawsze oznacza automatyczne odtworzenie całego rozwiązania 1:1. Istotne znaczenie ma również materiał, sposób pracy elementu oraz wymagania eksploatacyjne. W niektórych przypadkach konieczne jest uwzględnienie innych parametrów produkcyjnych niż w oryginalnym rozwiązaniu, szczególnie jeśli odtwarzany komponent ma pracować w zmienionych warunkach. Rola technologa w procesie inżynierii odwrotnej i obróbki CNC Skuteczna inżynieria odwrotna wymaga połączenia wiedzy pomiarowej, technologicznej i produkcyjnej. Sam dostępny detal nie zawsze daje pełny obraz parametrów potrzebnych do jego odtworzenia, dlatego kluczowe znaczenie ma właściwa interpretacja zebranych danych oraz ocena możliwości produkcyjnych. Z perspektywy technologicznej istotne jest przełożenie informacji wynikających z analizy detalu na dokumentację, która pozwoli na wykonanie nowej części w procesie obróbki CNC. Równie ważne jest uwzględnienie funkcji elementu, sposobu jego współpracy z innymi częściami oraz warunków pracy, w których będzie dalej eksploatowany. To właśnie obszar, za który odpowiada technolog przygotowujący proces produkcyjny. Szerzej o tym, jak wygląda ta rola w praktyce, opisujemy w artykule: „Od dokumentacji do stabilnej produkcji – praca technologa w SIM Gdynia” Jakie komponenty najczęściej odtwarza się w procesie inżynierii odwrotnej i obróbki CNC Inżynieria odwrotna znajduje zastosowanie wszędzie tam, gdzie szybkie odtworzenie części pozwala ograniczyć przestoje lub uniknąć kosztownej wymiany większego układu. Najczęściej dotyczy to części maszyn produkcyjnych, elementów eksploatacyjnych oraz detali mechanicznych, które z czasem ulegają zużyciu, a ich wymiana na oryginalne odpowiedniki jest utrudniona. Najczęściej są to: Szczególne znaczenie ma to w zakładach, które modernizują istniejące parki maszynowe i chcą wydłużyć żywotność sprawdzonych urządzeń bez konieczności pełnej wymiany infrastruktury. Podsumowanie Inżynieria odwrotna pozwala odtworzyć zużyte lub niedostępne komponenty na podstawie fizycznych wzorców i przygotować nową dokumentację techniczną do dalszej produkcji. W połączeniu z obróbką CNC daje możliwość wykonania części zamiennych dla istniejących maszyn bez konieczności wymiany całych urządzeń. W wielu przypadkach jest to rozwiązanie, które pozwala skrócić przestoje i zachować ciągłość pracy parku maszynowego. W SIM Gdynia realizujemy obróbkę CNC części dla wymagających zastosowań przemysłowych, także tam, gdzie punktem wyjścia jest istniejący detal wymagający odtworzenia.
Szczelność i gładkość powierzchni w obróbce CNC komponentów do hydrauliki siłowej

Hydraulika siłowa to obszar, w którym nawet niewielkie odchyłki jakościowe mogą wpływać na działanie całego układu. Szczelność komponentów, stabilność parametrów pracy oraz trwałość elementów współpracujących zależą nie tylko od projektu, ale również od jakości wykonania poszczególnych detali. Dlatego obróbka CNC komponentów do hydrauliki siłowej wymaga wysokiej precyzji, kontroli parametrów procesu oraz powtarzalności jakości. Szczególne znaczenie mają tutaj dokładność wymiarowa, jakość powierzchni oraz zgodność współpracujących elementów, które w gotowym układzie odpowiadają za utrzymanie ciśnienia i prawidłową pracę uszczelnień. Dlaczego obróbka CNC komponentów hydrauliki siłowej wymaga wysokiej precyzji W układach hydraulicznych szczelność nie jest wyłącznie cechą pojedynczego detalu. To efekt współpracy wielu elementów, które muszą zachowywać odpowiednie parametry wymiarowe i powierzchniowe. Nawet niewielkie odchylenia mogą wpływać na działanie całego układu. W hydraulice siłowej utrzymanie odpowiedniego ciśnienia roboczego ma kluczowe znaczenie dla wydajności i bezpieczeństwa pracy. Nieszczelności mogą prowadzić do spadków ciśnienia, pogorszenia efektywności działania oraz przyspieszonego zużycia komponentów. Z tego powodu obróbka CNC elementów hydraulicznych wymaga zachowania wysokiej dokładności wykonania. Dotyczy to zarówno powierzchni uszczelniających, jak i elementów współpracujących, które muszą zachować zgodność geometryczną w całym układzie. Szerzej temat dokładności wykonania i klas tolerancji opisujemy w artykule: „Tolerancje wymiarowe i pasowania – jak optymalizować klasy IT w obróbce CNC, by nie przepłacać?” Gładkość powierzchni w obróbce CNC a skuteczność uszczelnień Jednym z kluczowych parametrów jakościowych w komponentach hydraulicznych jest stan powierzchni po obróbce CNC. Od tego parametru w dużej mierze zależy skuteczność współpracy z uszczelnieniami oraz długoterminowa trwałość układu. Jakość powierzchni wpływa nie tylko na szczelność, ale również na stabilność pracy elementów współpracujących i tempo ich zużycia podczas eksploatacji. Jak chropowatość powierzchni po obróbce CNC wpływa na pracę uszczelnień Zbyt wysoka chropowatość powierzchni może prowadzić do przyspieszonego zużycia uszczelnień. Nierówności zwiększają tarcie i powodują większe obciążenie elementów uszczelniających podczas pracy. W dłuższej perspektywie może to skutkować utratą szczelności, spadkiem wydajności układu oraz koniecznością wcześniejszej wymiany komponentów eksploatacyjnych. Wymagania dotyczące jakości powierzchni są uzależnione od funkcji konkretnego elementu oraz warunków jego pracy. Inne parametry będą istotne dla komponentów statycznych, a inne dla elementów pracujących w ruchu ciągłym. Czy zbyt gładka powierzchnia po obróbce CNC zawsze jest korzystna Wysoka jakość powierzchni jest istotna, ale nadmierne uproszczenie tego zagadnienia może prowadzić do błędnych założeń. Zbyt gładka powierzchnia nie zawsze oznacza lepsze warunki pracy. W niektórych zastosowaniach określona struktura powierzchni pomaga utrzymać odpowiednie warunki smarowania i stabilną współpracę z uszczelnieniami. Wymagane parametry powierzchni są dobierane w zależności od funkcji komponentu i warunków jego pracy. Tolerancje i kontrola jakości w obróbce CNC komponentów hydraulicznych Szczelność układu hydraulicznego jest wynikiem zgodności wielu parametrów. Sama jakość powierzchni nie wystarczy, jeśli elementy nie zachowują wymaganej dokładności wymiarowej. W komponentach pracujących pod ciśnieniem nawet niewielkie odchyłki mogą wpływać na dopasowanie współpracujących części oraz stabilność działania całego układu. Pasowania i dokładność wykonania w obróbce CNC W komponentach hydraulicznych istotne znaczenie mają pasowania oraz zgodność wymiarowa współpracujących elementów. Odchylenia wymiarowe mogą wpływać na szczelność połączeń lub pracę mechanizmów ruchomych. Problemy tego typu często ujawniają się dopiero na etapie montażu lub eksploatacji, kiedy poszczególne elementy zaczynają współpracować pod obciążeniem. Pomiary i kontrola powierzchni po obróbce CNC Kontrola jakości w produkcji komponentów hydraulicznych obejmuje zarówno pomiary wymiarowe, jak i ocenę parametrów powierzchni. Weryfikacja geometrii detalu pozwala potwierdzić zgodność z dokumentacją techniczną, natomiast kontrola jakości powierzchni ma bezpośredni wpływ na funkcjonalność gotowego komponentu. Szerzej metody kontroli i pomiaru detali opisujemy w artykule: „Jak mierzyć detale w obróbce CNC? Metody pomiaru i ich zastosowanie” W przypadku elementów odpowiedzialnych za szczelność znaczenie ma nie tylko pojedynczy wynik pomiaru, ale również powtarzalność jakości między kolejnymi detalami. Powtarzalność procesu obróbki CNC a szczelność komponentów Produkcja komponentów hydraulicznych wymaga stabilnego procesu. Nawet poprawnie wykonany detal nie gwarantuje jakości całej serii, jeśli parametry procesu nie pozostają pod kontrolą. Powtarzalność ma szczególne znaczenie tam, gdzie komponenty pracują pod ciśnieniem i muszą zachowywać identyczne właściwości użytkowe niezależnie od wielkości partii produkcyjnej. Które komponenty hydrauliki siłowej wymagają największej precyzji obróbki CNC Nie wszystkie elementy układów hydraulicznych są równie wymagające. Najwyższa precyzja jest potrzebna tam, gdzie nawet niewielkie różnice wykonawcze mogą wpływać na szczelność, przepływ medium lub stabilność pracy całego układu. Do najbardziej wymagających komponentów należą: W ich przypadku znaczenie ma nie tylko dokładność wymiarowa, ale również jakość powierzchni oraz powtarzalność wykonania. Szczególnie wymagające są korpusy zaworowe, w których jakość wykonania wpływa bezpośrednio na przepływ medium i funkcjonalność całego układu. Istotna jest tutaj zarówno geometria detalu, jak i jakość powierzchni kanałów przepływowych oraz powierzchni współpracujących. Podobnie wygląda sytuacja w przypadku tulei i tłoków pracujących w ruchu, gdzie nawet niewielkie odchyłki mogą zwiększać tarcie, przyspieszać zużycie uszczelnień lub wpływać na stabilność pracy komponentu. Podsumowanie Hydraulika siłowa to obszar, w którym obróbka CNC wymaga szczególnej kontroli jakości. Szczelność układu zależy od wielu czynników – od dokładności wymiarowej, przez jakość powierzchni, po stabilność całego procesu produkcyjnego. W przypadku komponentów pracujących pod ciśnieniem nawet niewielkie różnice wykonawcze mogą wpływać na trwałość i niezawodność gotowego rozwiązania. Dlatego w produkcji takich elementów kluczowe znaczenie ma powtarzalność parametrów oraz wysoka jakość wykonania. W SIM Gdynia realizujemy obróbkę CNC komponentów dla wymagających zastosowań przemysłowych, gdzie szczelność, dokładność i powtarzalność wykonania mają kluczowe znaczenie.
Montaż mechaniczny podzespołów – dlaczego warto zlecać kompletne moduły wykonawcy obróbki CNC
Montaż mechaniczny w nowoczesnym przemyśle coraz rzadziej funkcjonuje jako osobny etap. Coraz częściej pojawia się pytanie: czy lepiej zarządzać wieloma dostawcami, czy zlecić wykonanie kompletnego modułu jednemu partnerowi. Z naszego doświadczenia wynika, że połączenie obróbki CNC i montażu pozwala ograniczyć problemy z pasowaniem detali oraz uprościć organizację produkcji. Czy warto łączyć obróbkę CNC i montaż w jednym miejscu? W tradycyjnym modelu produkcji poszczególne elementy powstają u różnych dostawców. Dopiero po dostawie są kompletowane i montowane u klienta. Taki model produkcji oznacza konieczność koordynacji wielu zamówień, transportów i etapów kontroli jakości. Każdy z tych elementów zwiększa ryzyko błędów i utrudnia kontrolę całego procesu. W efekcie rośnie ryzyko opóźnień oraz błędów wynikających z braku spójności między dostawcami. Redukcja kosztów organizacyjnych Zlecając wykonanie kompletnego modułu, upraszczasz zarządzanie produkcją. Zamiast obsługiwać wiele pozycji w systemie ERP i koordynować kilka zamówień, pracujesz na jednym, spójnym zleceniu. Dodatkowo ograniczasz liczbę operacji administracyjnych związanych z obsługą zamówień oraz kontrolą dostaw. Ma to szczególne znaczenie w projektach, gdzie liczba komponentów jest duża i wymaga koordynacji wielu dostawców. Skrócenie czasu realizacji w procesach obróbki CNC i montażu W modelu zintegrowanym proces przebiega płynniej – elementy trafiają bezpośrednio z jednego etapu do kolejnego, bez konieczności organizowania transportów między dostawcami. Eliminuje to przestoje i skraca czas oczekiwania na kolejne operacje, co przekłada się na szybszą realizację całego projektu. Skrócenie czasu realizacji ma znaczenie nie tylko operacyjne, ale również biznesowe. Pozwala szybciej wdrożyć produkt na rynek i ograniczyć koszty związane z przestojami lub opóźnieniami projektu. Pasowania i tolerancje w obróbce CNC – jedna odpowiedzialność wykonawcy Najwięcej problemów w montażu pojawia się na styku elementów wykonanych przez różnych dostawców. Nawet niewielkie różnice w tolerancjach mogą uniemożliwić poprawne złożenie podzespołu. W takich sytuacjach problem nie wynika z pojedynczego błędu, ale z kumulacji niewielkich odchyłek, które ujawniają się dopiero przy montażu całego podzespołu. Szerzej temat tolerancji i ich wpływu na dopasowanie komponentów opisujemy w artykule: „Tolerancje wymiarowe i pasowania – jak optymalizować klasy IT w obróbce CNC, by nie przepłacać?” Eliminacja problemów montażowych Przy realizacji całego modułu przez jednego wykonawcę tolerancje są dopasowywane już na etapie produkcji, a ewentualne odchyłki korygowane na bieżąco. Komponenty są weryfikowane jako całość, co pozwala uniknąć problemów przy montażu. Ma to szczególne znaczenie w projektach seryjnych, gdzie powtarzalność montażu wpływa bezpośrednio na czas i koszt produkcji. Kontrola jakości całego podzespołu Kontrola jakości w przypadku gotowego podzespołu obejmuje nie tylko pojedyncze wymiary, ale również jego funkcjonalność. Sprawdzane są pasowania, opory ruchu oraz – jeśli projekt tego wymaga szczelność połączeń. Dzięki temu gotowy moduł może być bezpośrednio wykorzystany w dalszej produkcji. Szerzej metody pomiaru i kontroli jakości opisujemy w artykule: „Jak mierzyć detale w obróbce CNC? Metody pomiaru i ich zastosowanie”. Jak integracja produkcji i montażu wpływa na przebieg projektu Połączenie obróbki CNC i montażu pozwala spojrzeć szerzej na cały proces produkcyjny. W praktyce oznacza to możliwość uproszczenia konstrukcji lub lepszego dopasowania technologii. Integracja procesów w obróbce CNC i montażu W modelu zintegrowanym jeden wykonawca odpowiada za cały proces – od obróbki CNC, przez operacje wykończeniowe, aż po przygotowanie detali i montaż końcowy. Takie podejście pozwala lepiej zaplanować produkcję i ograniczyć liczbę zbędnych operacji. Dzięki temu kolejne etapy produkcji są lepiej dopasowane do siebie, a liczba operacji pośrednich zostaje ograniczona. Ma to bezpośredni wpływ na efektywność całego procesu. Zarządzanie komponentami handlowymi W ramach realizacji modułu przejmowane jest również zaopatrzenie w elementy standardowe: Dzięki temu cały podzespół powstaje jako jedno spójne zamówienie. Ogranicza to ryzyko zastosowania nieodpowiednich komponentów oraz upraszcza kontrolę jakości całego podzespołu. Gdzie powstają błędy w projektach obróbki CNC i montażu W wymagających branżach, takich jak energetyka czy przemysł maszynowy, awaria jednego elementu może powodować poważne konsekwencje. W przypadku bardziej złożonych podzespołów nawet niewielkie błędy mogą prowadzić do problemów eksploatacyjnych lub konieczności wprowadzenia zmian na etapie montażu. Najczęściej są one efektem rozbieżności między dokumentacją a rzeczywistym wykonaniem detali u różnych dostawców. Znaczenie kontroli procesu W modelu zintegrowanym montaż odbywa się w kontrolowanych warunkach, co ogranicza ryzyko zanieczyszczeń i umożliwia weryfikację materiałów na różnych etapach procesu. W efekcie gotowe podzespoły są bardziej powtarzalne i mniej podatne na błędy eksploatacyjne. Dlaczego cena detalu to nie jest koszt projektu Cena pojedynczego detalu to tylko część kosztów całego projektu. Istotne są również koszty magazynowania, organizacji montażu, czas pracy zespołu oraz ryzyko błędów i poprawek. Dopiero uwzględnienie tych elementów pozwala realnie ocenić całkowity koszt produkcji. Z tego powodu analiza kosztów powinna obejmować cały cykl realizacji projektu, a nie tylko cenę pojedynczego komponentu. Podsumowanie Zlecenie montażu mechanicznego razem z obróbką CNC pozwala uprościć organizację produkcji, skrócić czas realizacji oraz ograniczyć ryzyko błędów na styku komponentów. Oznacza to większą przewidywalność procesu oraz lepszą kontrolę jakości gotowego podzespołu. W przypadku bardziej złożonych podzespołów kluczowe znaczenie ma spójność całego procesu – od obróbki CNC po montaż końcowy. W SIM Gdynia realizujemy produkcję i montaż komponentów, zapewniając ich dopasowanie, powtarzalność oraz zgodność z wymaganiami projektowymi.