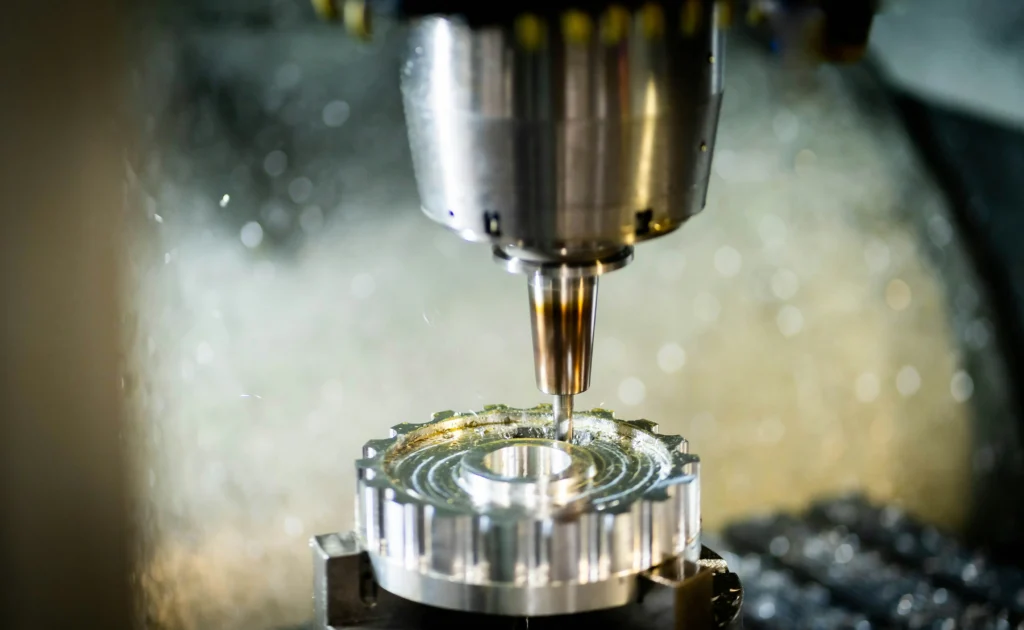
CNC-Bearbeitung in der Medizintechnik – Anforderungen an die Oberflächenqualität

CNC-Bearbeitung in der Medizintechnik ist einer der anspruchsvollsten Bereiche der Fertigung. In diesem Fall sind die Verarbeitungsqualität und die Prozesswiederholbarkeit von entscheidender Bedeutung, da die Komponenten in anspruchsvollen technischen Anwendungen zum Einsatz kommen. Von entscheidender Bedeutung sind hier Parameter wie Oberflächenrauheit und technologische Reinheit, die sich direkt auf die Anwendungssicherheit der Teile auswirken. Warum ist die CNC-Bearbeitung in der Medizin so anspruchsvoll? Die Fertigung für den medizinischen Sektor unterscheidet sich von der standardmäßigen industriellen Fertigung vor allem durch das Maß an Verantwortung. Teile wie chirurgische Instrumente oder Implantatkomponenten müssen im Kontakt mit dem menschlichen Körper absolut sicher sein. Es geht nicht nur um das Material, sondern auch um dessen Oberflächenbeschaffenheit. Selbst kleinste Oberflächenunregelmäßigkeiten können die Haltbarkeit und Sicherheit des Bauteils beeinträchtigen. Die Bedeutung der Oberflächenqualität bei der CNC-Bearbeitung für die Medizinbranche Gerade in der Phase der Oberflächenbearbeitung zeigt sich am häufigsten der Unterschied zwischen der Standardbearbeitung und der Fertigung für die Medizinbranche. Die größte Herausforderung ist nicht die Fertigung des Bauteils an sich, sondern das Erreichen einer angemessenen Oberflächenqualität. Jeder Kratzer, jede Mikrorissbildung oder Unebenheit kann: Dies bedeutet ein erhöhtes Risiko für Betriebsstörungen sowie Schwierigkeiten bei der Aufrechterhaltung der erforderlichen Sauberkeit des Bauteils während des Gebrauchs. Daher strebt man in der medizinischen Fertigung nach einer Oberfläche, die möglichst glatt und leicht zu reinigen ist. Oberflächenrauheit in der CNC-Bearbeitung Die Oberflächenrauheit gibt an, wie stark eine bestimmte Oberfläche von einer ideal glatten Oberfläche abweicht. In der Dokumentation taucht meist der Parameter Ra auf, der die durchschnittliche Oberflächenunebenheit beschreibt. Welche Werte sind entscheidend In der industriellen Standardfertigung gelten Ra-Werte von ca. 1,25 µm als gut. In der Medizinbranche sind die Anforderungen deutlich höher – oft unter 0,4 µm, bei bestimmten Bauteilen sogar noch niedriger. Für den Endnutzer bedeutet dies: Dies führt zu einer höheren Anwendungssicherheit und einer besseren Kontrolle über die Funktion des Werkzeugs oder Implantats. Sterilisation und Oberflächenqualität nach der CNC-Bearbeitung Eine zu hohe Rauheit kann eine effektive Sterilisation erschweren. In mikroskopisch kleinen Unebenheiten können Verunreinigungen zurückbleiben, die selbst in Hochdruckverfahren nur schwer zu entfernen sind. Daher werden zusätzliche Endbearbeitungsverfahren eingesetzt, wie zum Beispiel: Die Wahl des geeigneten Endbearbeitungsverfahrens hängt von den Anforderungen des jeweiligen Bauteils und dessen Anwendung ab. Materialherausforderungen bei der CNC-Bearbeitung für die Medizinbranche Materialien, die in der Medizinbranche verwendet werden, wie Edelstahl, Titan oder ausgewählte technische Kunststoffe, gehören zu den schwieriger zu bearbeitenden Werkstoffen. Ihre Bearbeitung erfordert eine genauere Temperaturkontrolle, stabile Schnittparameter und die richtige Auswahl der Werkzeuge. Eine mangelnde Kontrolle dieser Faktoren kann zu einer Verschlechterung der Oberflächenqualität und zur Instabilität des gesamten Prozesses führen. Das Thema der Bearbeitung schwieriger Werkstoffe behandeln wir ausführlicher in dem Artikel: „CNC-Bearbeitung von rostfreiem und säurebeständigem Stahl – technologische Herausforderungen unter schwierigen Bedingungen„. Temperaturkontrolle und Prozessstabilität bei der CNC-Bearbeitung Während der Bearbeitung erwärmen sich einige Werkstoffe schneller als herkömmliche Baustähle. Ist der Prozess nicht stabil, kann dies zu einer Verschlechterung der Oberflächenqualität oder zu Veränderungen in der Materialstruktur führen. Daher sind eine angemessene Kühlung, die Kontrolle der Schnittparameter sowie die Wiederholbarkeit des Prozesses besonders wichtig. Erst die Kombination dieser Elemente ermöglicht es, eine stabile Qualität der Werkstücke in der Serienfertigung aufrechtzuerhalten. Wir beschreiben die Methoden der Qualitätskontrolle und Messung ausführlicher im Artikel: „Wie misst man Werkstücke in der CNC-Bearbeitung? Messmethoden und ihre Anwendungen“. Oberflächenveredelung Die CNC-Bearbeitung selbst ist nur ein Teil des Prozesses. Von großer Bedeutung sind auch die Nachbearbeitungsschritte wie das Entgraten und das Glätten der Kanten. Bei medizinischen Bauteilen können selbst kleinste Unvollkommenheiten ein Risiko darstellen, weshalb die endgültige Oberflächenqualität ebenso wichtig ist wie die Maßgenauigkeit. Technologische Reinheit im CNC-Bearbeitungsprozess Die Reinheit des Werkstücks beschränkt sich nicht auf die Abwesenheit sichtbarer Verschmutzungen. Entscheidend ist auch die Entfernung von Bearbeitungsrückständen wie Ölen, Kühlmitteln oder Materialpartikeln. In der medizinischen Fertigung werden spezielle technologische Maßnahmen angewendet, der Reinigungsprozess kontrolliert und das Material bereits bei der Annahme zur Produktion überprüft. Materialkontrolle Um die Qualität des Werkstücks sicherzustellen, ist auch die Materialkontrolle wichtig. Das bedeutet, dass dessen Zusammensetzung und die Übereinstimmung mit den Anforderungen bereits vor Produktionsbeginn überprüft werden. Technologische Reinheit und Materialkontrolle sind entscheidend für die Gewährleistung der Qualität und Sicherheit medizinischer Komponenten. Zusammenfassung Die Herstellung von Komponenten für die Medizinbranche erfordert eine Kombination aus präziser CNC-Bearbeitung, Qualitätskontrolle und geeigneten Endbearbeitungsprozessen. Die hohen Anforderungen an Oberflächenrauheit und -reinheit ergeben sich direkt aus der Notwendigkeit, die Anwendungssicherheit der Teile zu gewährleisten. Projekte für die Medizinbranche erfordern eine besondere Kontrolle der Oberflächenqualität und der Prozessstabilität. Bei SIM Gdynia fertigen wir Teile, bei denen präzise CNC-Bearbeitung und die Qualität der Oberflächenbearbeitung entscheidend für die Sicherheit und Zuverlässigkeit der Komponenten sind.
STOM 2026 Messe – SIM Gdynia auf der Industriellen Frühlingmesse in Kielce

Die STOM 2026 liegt hinter uns. Mehrere Tage voller intensiver Treffen und Gespräche mit Maschinenherstellern, Werkzeuglieferanten und Partnern aus der CNC-Bearbeitungsbranche. Vom 24. bis 27. März 2026 wurden die Targi Kielce erneut zum Treffpunkt der Industriebranche im Rahmen der Veranstaltungsreihe „Industrieller Frühling“, die unter anderem Metallbearbeitung, Automatisierung, Robotik und Fertigungstechnologien umfasste. Treffen und Eindrücke von der Messe Die Teilnahme an der Veranstaltung bot vor allem die Möglichkeit zum direkten Kontakt mit Technologieanbietern und zur Bewertung der auf den Messeständen präsentierten Lösungen. Solche Treffen ermöglichen es: Dies ist besonders wichtig in einer Branche, in der technologische Entscheidungen direkten Einfluss auf die Prozessstabilität und die Qualität der Bauteile haben. Entwicklungstrends in der CNC-Bearbeitung Von der Messe sind wir mit neuen Werkzeugen zum Testen sowie mit neuen Ideen für die weitere Entwicklung zurückgekehrt. Zu den sichtbarsten Trends gehören: In der CNC-Bearbeitung zeigt sich zunehmend eine Entwicklung hin zu Lösungen, die auf Produktionsvorhersagbarkeit und nicht nur auf einzelne technologische Parameter ausgerichtet sind. Die Bedeutung solcher Branchenveranstaltungen Branchenmessen bleiben eine der wichtigsten Wissensquellen über technologische Entwicklungstrends. Der direkte Kontakt mit Herstellern sowie die Möglichkeit, Maschinen und Werkzeuge im Einsatz zu sehen, erleichtern die Bewertung ihrer Anwendung unter realen Produktionsbedingungen. Solche Treffen sind besonders wertvoll, da sie ermöglichen, Lösungen mit praktischen Erfahrungen und aktuellen Marktanforderungen zu vergleichen. Wir bedanken uns bei allen Organisatoren und Teilnehmern für die wertvollen Gespräche und den Erfahrungsaustausch.
Teilnahme von SIM Gdynia an der Drohnenmesse – Entwicklung der UAV-Technologie im Verteidigungssektor

Wir haben an der Drohnenmesse teilgenommen, um uns aus erster Hand ein Bild von den Entwicklungstrends bei unbemannten Flugsystemen (UAV) zu machen, mit besonderem Fokus auf deren Anwendungen im Verteidigungssektor. Wir haben uns auf die Analyse von Lösungen, Gespräche mit Marktteilnehmern und die Identifizierung wichtiger technologischer Trends konzentriert. Für uns sind solche Veranstaltungen eine wichtige Quelle für Erkenntnisse über die tatsächlichen Bedürfnisse der Branche. Dies ist besonders wichtig im Zusammenhang mit der Entwicklung von SIM Gdynia im Verteidigungssektor, der nach Erhalt der Konzession im Jahr 2025 zu einem unserer strategischen Schwerpunkte geworden ist. Die Rolle von Drohnen und die Entwicklungsrichtungen der Technologie Drohnen finden Anwendung in Aufklärungs-, Logistik- und Einsatzaktivitäten, und ihre Entwicklung konzentriert sich auf die Steigerung der Autonomie, der Präzision und der Effizienz unter unterschiedlichen Umgebungsbedingungen. Aus Sicht der Herstellung mechanischer Komponenten bedeutet dies steigende Anforderungen an Qualität, Wiederholbarkeit sowie die Optimierung der Konstruktion hinsichtlich Gewicht und Festigkeit. Der Schwerpunkt liegt zunehmend auf fortschrittlichen Werkstoffen und präzisen Fertigungstechnologien, darunter die CNC-Bearbeitung, die eine entscheidende Rolle bei der Gewährleistung der Stabilität und Zuverlässigkeit ganzer Systeme spielt. Die Messe hat uns auch gezeigt, wie dynamisch sich die Herangehensweise an das Design verändert – funktionale Integration, Miniaturisierung und die Fähigkeit zur schnellen Umsetzung neuer Lösungen gewinnen zunehmend an Bedeutung. Zusammenfassung Die Teilnahme an der Drohnenmesse war für uns eine wertvolle Erfahrung, die es uns ermöglichte, die aktuellen Entwicklungstrends der Technologie und die Bedürfnisse des Marktes besser zu verstehen. Der direkte Kontakt zur Branche hat uns inspiriert und ist ein wichtiger Bestandteil beim Aufbau unserer Kompetenzen im Bereich anspruchsvoller Anwendungen. Wir werden die kommenden Veranstaltungen und die weitere Entwicklung der UAV-Technologie aufmerksam verfolgen und sie als natürliche Wissensquelle betrachten, die die Weiterentwicklung unserer Produktions- und Technologieprozesse unterstützt.
Maßtoleranzen und Passungen – wie lassen sich IT-Klassen in der CNC-Bearbeitung optimieren, um nicht zu viel zu bezahlen?

Die moderne CNC-Bearbeitung ermöglicht eine sehr hohe Fertigungsgenauigkeit von Bauteilen. In der Produktionspraxis lautet die wichtigste Frage jedoch nicht: Wie genau können wir ein Bauteil fertigen, sondern welche Genauigkeit erfordert seine Funktion tatsächlich? In der Praxis enthalten viele Projekte Toleranzen, die wesentlich strenger sind, als es notwendig wäre. Jede Verschärfung der Genauigkeitsklasse wirkt sich auf die Fertigungstechnologie, die Zykluszeit und die Stückkosten des Teils aus. In vielen industriellen Anwendungen der CNC-Bearbeitung werden die Klassen IT7–IT8 verwendet, die eine angemessene Genauigkeit bei gleichbleibender Prozessstabilität gewährleisten. Der Übergang in den Bereich IT6 oder höher ist in der Regel mit erhöhten technologischen Anforderungen verbunden und kann zu einem Anstieg der Produktionskosten führen, insbesondere bei komplexeren Bauteilen. IT-Toleranzklassen in der CNC-Bearbeitung – Grundlage für die Kommunikation zwischen Konstrukteur und Ausführendem Die IT-Toleranzklassen (International Tolerance) legen den zulässigen Abweichungsbereich vom Nennmaß fest. Je niedriger die IT-Klasse, desto enger der Toleranzbereich und desto höher die Anforderungen an den Fertigungsprozess. Was ist die IT-Genauigkeitsklasse in der CNC-Bearbeitung? Gemäß der Norm ISO 286 werden die Klassen IT01 bis IT5 hauptsächlich bei Messgeräten und Referenzelementen verwendet. Im Maschinenbau kommt meist der Bereich IT6–IT11 zum Einsatz. Zum Beispiel:Bei einer Welle mit einem Durchmesser von 50 mm bedeutet die Klasse IT7 eine Toleranz von etwa 0,025 mm. Zum Vergleich: Der Durchmesser eines menschlichen Haares beträgt etwa 0,05–0,08 mm. Solch geringe Maßabweichungen zeigen, wie viel Stabilität der CNC-Bearbeitungsprozess bei hohen Genauigkeitsklassen erfordert. Wärmeausdehnung des Materials Einer der Faktoren, die die Einhaltung der Toleranzen beeinflussen, ist die Materialtemperatur. Die Einhaltung der IT6-Klasse bei größeren Bauteilen kann anspruchsvoll sein, insbesondere bei Werkstoffen mit hoher Wärmeausdehnung wie Aluminium. Temperaturunterschiede zwischen der Produktions- und der Messumgebung können das Messergebnis und die Einhaltung der geforderten Toleranz beeinflussen. Daher wird in der Präzisions-CNC-Bearbeitung häufig eine Stabilisierung der Temperaturbedingungen vor der abschließenden Qualitätskontrolle durchgeführt. Wie sich Toleranzen auf die Produktionskosten in der CNC-Bearbeitung auswirken Der Zusammenhang zwischen Toleranzklasse und Produktionskosten ist nicht linear. Jede weitere Genauigkeitsstufe führt zu einer erheblichen Zunahme der Prozesskomplexität. Zykluszeit und Anzahl der Arbeitsschritte Der Übergang von der Toleranzklasse IT9 zu IT6 bedeutet sehr oft einen Wechsel der Fertigungstechnologie. Anstelle eines einzigen Endbearbeitungsvorgangs kann Folgendes erforderlich sein: Jeder dieser Schritte verlängert die Produktionszeit und erhöht die Stückkosten des Bauteils. Ungefähre Auswirkungen der IT-Klasse auf die Kosten des Werkstücks IT-Klasse Komplexität des Prozesses Geschätzte Produktionskosten IT11 – IT13 Grobbearbeitung Grundstufe IT8 – IT9 Standard-CNC-Bearbeitung +20–40 % IT7 Präzisionsbearbeitung +60–100 % IT6 und höher Schleifen / kontrollierte Bedingungen +200 % und mehr Die Werte sind Richtwerte, da die tatsächlichen Kosten vom Material, der Werkstückgeometrie und der Seriengröße abhängen. Werkzeuge und Vorrichtungen Eine höhere Genauigkeit erfordert auch präzisere Vorrichtungen. In der CNC-Bearbeitung kommen dann u. a. zum Einsatz: Wichtig ist, dass die Werkzeuge zwar weiterhin das Material korrekt zerspanen können, aber die erforderliche Genauigkeitsklasse nicht mehr einhalten. In der Praxis bedeutet dies, dass sie vorzeitig ausgetauscht werden müssen. Je höher die Genauigkeitsklasse, desto komplexer und kostspieliger wird der Fertigungsprozess. Daher ist die Optimierung der Toleranzen eines der Schlüsselelemente bei der Konstruktion von Werkstücken für die CNC-Bearbeitung. Passungen in der mechanischen Montage Toleranzklassen stehen in direktem Zusammenhang mit der Wahl der Passungen zwischen den Bauteilen. In der mechanischen Montage werden drei grundlegende Passungsarten verwendet: Lospassung Zwischen den Bauteilen besteht immer Spiel. Sie werden bei beweglichen Bauteilen verwendet, z. B. bei Gleitlagern. Mischpassung Je nach den tatsächlichen Abmessungen der Bauteile kann Spiel oder Presssitz auftreten. Presspassung Die Verbindung der Bauteile erfordert den Einsatz großer Kräfte oder Temperaturunterschiede, beispielsweise durch Erwärmen eines Bauteils oder Abkühlen des anderen. Bei großen Industriekomponenten kann eine falsche Wahl der Toleranzen bereits in der Montagephase zu ernsthaften Problemen führen. Die Wahl der richtigen Passung hat direkten Einfluss auf die Funktion mechanischer Verbindungen. Falsch gewählte Toleranzen können zu Montageproblemen oder übermäßigem Verschleiß der Bauteile führen. Qualitätskontrolle und Messung von Werkstücken in der CNC-Bearbeitung Präzise CNC-Bearbeitung erfordert ebenso präzise Qualitätskontrollmethoden. Das Messsystem muss genauer sein als die Toleranz, die wir überprüfen wollen. Je nach Geometrie des Werkstücks kommen zum Einsatz: Bei komplexen Geometrien ermöglichen gerade Koordinatenmessungen die Kontrolle sowohl der linearen Maße als auch der geometrischen Toleranzen. Ausführlicher auf dieses Thema gehen wir in unserem Artikel über Messmethoden für Werkstücke und die Rolle der Messkammer in der CNC-Bearbeitung ein. Zusammenfassung Die Optimierung der Toleranzklassen ist eine der effektivsten Methoden, um die Produktionskosten zu senken, ohne die Funktionalität des Werkstücks zu beeinträchtigen. In vielen Fällen verbessert die Anwendung einer strengeren IT-Klasse die Funktion des Produkts nicht, sondern erhöht lediglich dessen Herstellungskosten. Daher lohnt es sich bereits in der Konstruktionsphase zu analysieren, welche Genauigkeit tatsächlich erforderlich ist. Bei SIM Gdynia fertigen wir bei der Umsetzung von Projekten nicht nur Teile gemäß der Dokumentation, sondern unterstützen unsere Kunden auch bei der Auswahl von Toleranzen und CNC-Bearbeitungstechnologien, um ein Gleichgewicht zwischen Präzision und Wirtschaftlichkeit der Produktion zu wahren.Erfordert Ihr Projekt spezielle Passungen oder ungewöhnliche Toleranzklassen? Wenden Sie sich an unsere Technologieabteilung – wir helfen Ihnen bei der Auswahl der Parameter, um ein Gleichgewicht zwischen Präzision und Wirtschaftlichkeit der Produktion zu wahren.
CNC-Bearbeitung von rostfreiem und säurebeständigem Stahl – technologische Herausforderungen unter schwierigen Bedingungen
Die CNC-Bearbeitung von rostfreiem und säurebeständigem Stahl erfordert eine wesentlich strengere Prozesskontrolle als die Bearbeitung von Standard-Baustählen. Diese Werkstoffe werden häufig in Umgebungen eingesetzt, die eine hohe Korrosionsbeständigkeit erfordern, stellen jedoch beim Zerspanen zahlreiche technologische Herausforderungen dar. Die Grundlagen der CNC-Bearbeitung von „Standardstahl“ beschreiben wir in einem separaten Artikel, während rost- und säurebeständige Stähle einen anderen Ansatz hinsichtlich der Zerspanungsparameter und der Prozessstabilität erfordern. Entscheidend ist die Prozessstabilität: die Auswahl der Werkzeuge, die Temperaturkontrolle und die Begrenzung der Kaltverfestigung. Selbst geringfügige Abweichungen bei den Parametern können die Oberflächenqualität beeinträchtigen und die Standzeit der Werkzeuge verkürzen. Bei SIM Gdynia realisieren wir Projekte, die eine präzise CNC-Bearbeitung von rostfreien Stählen für die Medizin-, Energie- und Schifffahrtsbranche erfordern. In diesem Artikel teilen wir unsere Erfahrungen und zeigen die wichtigsten Herausforderungen bei der Bearbeitung dieser Werkstoffe auf. Warum die CNC-Bearbeitung von Edelstahl anspruchsvoll ist Edelstähle zeichnen sich durch Eigenschaften aus, die beim Zerspanen zu technologischen Schwierigkeiten führen können. Das Verständnis dieser Phänomene ist die Grundlage für eine korrekte Planung des Produktionsprozesses. Edelstähle gehören zu den am häufigsten bearbeiteten Werkstoffgruppen in der Industrie – wir beschreiben dies ausführlicher in unserem Artikel über die am häufigsten verwendeten Werkstoffe in der CNC-Bearbeitung. Geringe Wärmeleitfähigkeit Edelstähle leiten Wärme deutlich schlechter ab als Aluminium oder Baustähle. Infolgedessen verbleibt ein großer Teil der beim Zerspanen entstehenden Energie im Werkzeug und im Span. Bei falsch gewählten Bearbeitungsparametern überhitzt sich die Schneidkante schnell, was zu einer Verformung der Schneide und einer Verkürzung der Standzeit des Werkzeugs führt. Eine zusätzliche Herausforderung ist die Verhärtung des Materials während der Bearbeitung, was das weitere Zerspanen erschweren und den Werkzeugverschleiß beschleunigen kann. Aufbau an der Schneidkante Austenitische Stähle sind plastische Werkstoffe. Während der Bearbeitung können sich kleine Materialpartikel an der Schneidkante des Werkzeugs festsetzen und einen sogenannten Aufbau bilden. Dieser verändert die Geometrie der Schneide, was sich negativ auf die Oberflächenrauheit und die Einhaltung der Maßtoleranzen auswirkt. Die Eigenschaften austenitischer Stähle, wie geringe Wärmeleitfähigkeit, Neigung zur Kaltverfestigung und zur Bildung von Aufbauten an der Schneide, erschweren den Zerspanungsprozess erheblich. Das Verständnis dieser Phänomene ermöglicht die richtige Auswahl der Werkzeuge und der CNC-Bearbeitungsparameter und verringert das Risiko von Prozessinstabilitäten. Strategien zur Bearbeitung von rostfreiem Stahl Eine stabile CNC-Bearbeitung von rostfreien Stählen erfordert den Einsatz geeigneter Werkzeuge, Kühlung und Schnittparameter. Werkzeugbeschichtungen Bei der Bearbeitung von AISI 304- und 316-Stahl werden häufig Werkzeuge mit AlTiN- oder TiAlN-Beschichtungen verwendet, die sich durch eine hohe Temperaturbeständigkeit auszeichnen. Diese Beschichtungen bilden eine Schutzschicht aus Aluminiumoxid, die als Wärmeisolator wirkt und das Hartmetall vor Verschleiß schützt. Hochdruckkühlung Beim Tieffräsen reicht die Standardkühlung möglicherweise nicht direkt bis in die Schnittzone. Der Einsatz einer Hochdruck-Spindelkühlung ermöglicht eine effektive Spanabfuhr und Temperaturstabilisierung. Schnittparameter Die Auswahl der Schnittparameter für Edelstahl unterscheidet sich erheblich von den für Baustähle verwendeten Parametern. Bearbeitungsparameter Kohlenstoffstahl (z. B. S235) Edelstahl / säurebeständiger Stahl Schnittgeschwindigkeit (Vc) 200–300 m/min 60–120 m/min Vorschub pro Zahn (fz) größer mäßig und stabil Prozessstabilität hoch entscheidend für die Qualität Niedrigere Schnittgeschwindigkeiten sind erforderlich, um eine Überhitzung des Werkzeugs zu vermeiden und die Prozessstabilität zu gewährleisten. Die stabile CNC-Bearbeitung von rostfreien Stählen erfordert eine geeignete Werkzeugauswahl, eine effektive Kühlung sowie die richtigen Schnittparameter. Erst die Kombination dieser Faktoren gewährleistet die Standzeit des Werkzeugs und die Wiederholbarkeit der Werkstückqualität. Kontrolle der chemischen Zusammensetzung des Materials Bei Projekten für die Energie- oder Medizinbranche bietet die Materialdokumentation allein nicht immer vollständige Gewissheit über die Materialzusammensetzung. Deshalb überprüfen wir bei SIM Gdynia die Stahlsorte mit einem Spektrometer, das eine schnelle Bestimmung des Gehalts an Schlüsselelementen wie Chrom, Nickel oder Molybdän ermöglicht. Der Unterschied zwischen diesen Stahlsorten besteht unter anderem im Vorhandensein von Molybdän in der zweiten Sorte, was die Korrosionsbeständigkeit in chloridhaltiger Umgebung deutlich erhöht. Ausführlicher über diese Methode der Materialprüfung berichten wir in unserem Artikel über die Untersuchung der chemischen Zusammensetzung von Materialien mittels Spektrometer. Einsatz von rostfreien Stählen in anspruchsvollen Branchen Dank ihrer hohen Korrosionsbeständigkeit und guten mechanischen Eigenschaften finden rostfreie Stähle in vielen anspruchsvollen Industriezweigen breite Anwendung. Medizinbranche Bei der Herstellung von chirurgischen Instrumenten und Komponenten für medizinische Geräte ist die Oberflächenqualität von entscheidender Bedeutung. Oft sind sehr niedrige Rauheitswerte erforderlich, die spätere Veredelungsprozesse ermöglichen. Schifffahrts- und Energieindustrie In maritimer Umgebung sind Bauteile aus rostfreiem Stahl Chloriden ausgesetzt, die Lochfraßkorrosion verursachen können. (Eine Art der Korrosion, bei der das Metall lokal zerstört wird und kleine, tiefe Löcher bildet, anstatt dass die gesamte Oberfläche gleichmäßig abgetragen wird). Daher legen wir bei der Bearbeitung von Komponenten für die Schifffahrts- und Energieindustrie besonderen Wert auf die Oberflächenintegrität, die Stabilität der Schnittparameter und die Materialqualitätskontrolle. Dank ihrer hohen Korrosionsbeständigkeit und ihrer stabilen mechanischen Eigenschaften finden rostfreie Stähle breite Anwendung in der Medizin-, Schifffahrts- und Energiebranche. In diesen Bereichen haben die Oberflächenqualität und die Stabilität des CNC-Bearbeitungsprozesses direkten Einfluss auf die Betriebssicherheit der Komponenten. Zusammenfassung Die CNC-Bearbeitung von rostfreiem und säurebeständigem Stahl erfordert eine angemessene technologische Vorbereitung, stabile Schnittparameter sowie eine Materialkontrolle. Diese Werkstoffe werden häufig in der Medizin-, Energie- und Schifffahrtsbranche eingesetzt, wo selbst geringfügige Qualitätsabweichungen zu schwerwiegenden Betriebsproblemen führen können. Deshalb legen wir bei SIM Gdynia großen Wert sowohl auf die CNC-Bearbeitungstechnologie als auch auf die Materialkontrolle und die Endbearbeitungsprozesse, die die Langlebigkeit und Zuverlässigkeit der hergestellten Komponenten gewährleisten. Umfasst Ihr Projekt Komponenten aus Edelstahl oder säurebeständigem Stahl?Wenden Sie sich an unser Technikteam.
Qualitätskontrolle in der CNC-Bearbeitung – wie sorgen wir bei SIM Gdynia für Präzision?
In der modernen industriellen Fertigung gibt es keinen Platz für Kompromisse, daher ist die Qualitätskontrolle in der CNC-Bearbeitung die Grundlage jedes Projekts, das in unserem Werk durchgeführt wird. Bei SIM Gdynia wissen wir aufgrund unserer über 45-jährigen Erfahrung, dass selbst die modernsten Bearbeitungszentren einer strengen Überwachung bedürfen, um die höchste Qualität der mechanischen Komponenten zu gewährleisten. Die Rolle des Qualitätskontrolleurs in der CNC-Bearbeitung Der Qualitätskontrolleur bei SIM Gdynia ist die Person, die die Projektdokumentation mit dem tatsächlichen Detail verbindet. Seine Arbeit beginnt lange bevor das fertige Bauteil versandt wird. Er ist der Partner des Maschinenrichters – der Prüfer entscheidet, ob das erste Stück aus der Charge den strengen technischen Normen entspricht. In unserer Praxis ist dieser Prozess dynamisch: Der Prüfer erhält das Detail, führt Messungen durch und leitet die Rückmeldung an die Produktionsabteilung weiter. Wenn die Maße innerhalb der Toleranzen liegen, gibt es „grünes Licht” für die gesamte Serie. Bei Abweichungen weist der Kontrolleur auf die erforderlichen Korrekturen hin, wodurch Materialverluste vermieden werden und ein reibungsloser Betrieb gewährleistet ist. Diese enge Zusammenarbeit zwischen den Abteilungen ist entscheidend für den Aufbau der Autorität des Unternehmens als zuverlässiger Lieferant. Vom Messschieber bis zum „Tor” – der Qualitätskontrollprozess in unserem Produktionswerk Die Auswahl der Messgeräte hängt von der Komplexität der Geometrie des Werkstücks und der erforderlichen Präzision ab. Bei SIM Gdynia verwenden wir einen technologischen Prozess, der die Validierung selbst der anspruchsvollsten Aufträge ermöglicht. Messgerät Technische Anwendung Rolle im Prozess Digitaler Messschieber Werkstattmessungen, Überprüfung der grundlegenden linearen Abmessungen. Schnelle Zwischenkontrolle an der Maschine. Höhenmesser Präzise Bestimmung der Höhe, des Abstands zwischen Ebenen und der Achsen von Bohrungen. Überprüfung von Details mit komplexerer vertikaler Struktur. CMM-Maschine von Mitutoyo 3D-Koordinatenmessungen für komplexe Körper und Krümmungen. Endgültige Validierung von Details mit höchstem Schwierigkeitsgrad und Abmessungen bis zu 1000 kg. Unsere Messmaschine ermöglicht die digitale Abbildung der Geometrie des Details und den Vergleich mit dem CAD-Modell. Dadurch können wir sicher sein, dass jede Bohrung, jedes Gewinde und jede Fräsung genau dort ist, wo es der Ingenieur geplant hat. Vor Beginn der Bearbeitung führen wir häufig auch eine spektrometrische Untersuchung der chemischen Zusammensetzung der Materialien durch, wodurch das Risiko der Verwendung von nicht spezifikationskonformen Rohstoffen ausgeschlossen wird. Der „Schritt-für-Schritt”-Kontrollprozess Gemäß dem Prinzip der kontinuierlichen Optimierung ist die Qualitätskontrolle bei SIM Gdynia ein geschlossener und mehrstufiger Prozess: Durch die Umsetzung dieser Maßnahmen können wir das Risiko von Produkten, die nicht den Produktionsvorgaben entsprechen, minimieren. Zusammenfassung Qualitätskontrolle ist nicht nur eine trockene Maßnahme – es handelt sich um eine umfassende Strategie zum Management von Produktionsrisiken. Bei SIM Gdynia garantiert der Prüfer, dass die Komponenten, die unser Werk verlassen, über Jahre hinweg zuverlässig funktionieren. Dank der Kombination aus erfahrenem Personal und moderner Messtechnik von Mitutoyo liefern wir Lösungen, die unseren Kunden einen dauerhaften Wettbewerbsvorteil verschaffen. Möchten Sie sicher sein, dass Ihre Komponenten mit höchster Präzision gefertigt werden? Kontaktieren Sie unsere Experten und erfahren Sie, wie unsere Kontrollverfahren Ihr Projekt unterstützen können.
Umrüstungen in der CNC-Bearbeitung – wie lassen sich Fehler und Qualitätsverluste reduzieren?
Die CNC-Bearbeitung ist ein Prozess, bei dem jede Minute Stillstand sich direkt auf die Rentabilität der Produktion und die Stückkosten des fertigen Teils auswirkt. Bei SIM Gdynia wissen wir aufgrund unserer über 45-jährigen Erfahrung in der Herstellung mechanischer Komponenten, dass der Umbau in der CNC-Bearbeitung der kritischste Moment für die Aufrechterhaltung des Betriebsablaufs ist. Gerade in der Phase der Sortimentsumstellung kann es zu den meisten Fehlern kommen, die nicht nur zu Materialverlusten, sondern auch zu Werkzeugschäden führen können. Im folgenden Artikel stellen wir konkrete technologische Lösungen vor, die wir in unserer täglichen Praxis anwenden, um das Fehlerrisiko beim Einrichten von Maschinen zu minimieren. Warum ist die Umrüstung ein „Engpass” in der Produktion? Aus technischer Sicht ist die Umrüstung in der CNC-Bearbeitung die Summe der Tätigkeiten, die erforderlich sind, um die Maschine für die Herstellung des ersten korrekten Teils einer neuen Serie vorzubereiten. Branchenstatistiken zeigen, dass ineffiziente Gesetzgebungsverfahren einen erheblichen Teil der verfügbaren Maschinenarbeitszeit in Anspruch nehmen können, was wir als strukturellen Fehler im Produktionsmanagement betrachten. Die häufigsten Fehler und ihre technischen Auswirkungen – Know-how aus der Produktionshalle von SIM Gdynia Die folgende Tabelle enthält eine Übersicht über die Probleme, mit denen Bediener am häufigsten konfrontiert sind, sowie die Methoden zu ihrer Beseitigung, die wir bei SIM Gdynia im Rahmen unserer Strategie zur Qualitätsoptimierung eingeführt haben. Art des Fehlers Technische Ursache Auswirkung auf die Qualität Lösung von SIM Gdynia Fehlerhafter Werkzeugversatz Manuelle Eingabe des Korrektors in die Werkzeugtabelle. Kollision der Spindel oder „Unterdimensionierung” des Werkstücks. Automatische Messsonden. Verschmutzung der Basis Späne unter dem Schraubstock oder Spannfutter. Rundlauffehler und Unebenheiten der Oberfläche. Hochdruckreinigungsverfahren. Falsche Auswahl der Werkzeuge Verwendung von schwachen Spannfuttern bei hoher Schnittkraft. Vibrationen und schlechte Oberflächenqualität. Auswahl starrer, spezieller Befestigungssysteme in der Technologie. Fehler im NC-Programm (Numerical Control) Veraltete Version des sogenannten Postprozessors (digitaler Übersetzer von Befehlen für die Maschine). Beschädigung des Werkzeugs beim ersten Kontakt mit dem Material. Obligatorische Simulation des Werkzeugwegs in einer virtuellen CAM-Umgebung vor dem Start. Die Beseitigung dieser technischen Fehler ermöglicht die Einführung eines strengen Prozesses, der bei SIM Gdynia das „Gerüst” jeder Operation bildet und höchste Qualität und Präzision ohne unnötige Materialverluste garantiert. SMED-Optimierung: Wie verkürzen wir die Maschinenstillstandszeiten? Eine effektive CNC-Bearbeitung erfordert die Aufteilung der Tätigkeiten in interne Vorgänge (die bei stillstehender Maschine ausgeführt werden) und externe Vorgänge (die während des Spindelbetriebs vorbereitet werden). Das Ziel der SMED-Optimierung ist es, so viele Aufgaben wie möglich in die externe Gruppe zu verlagern. Bei SIM Gdynia erfolgt die Vorbereitung der Werkzeuge in den Halterungen, ihre Vermessung und die Zusammenstellung der technischen Dokumentation, während die Maschine noch den vorherigen Auftrag ausführt. Unsere Erfahrung zeigt, dass dieser Ansatz zu einer erheblichen Reduzierung der Ausfallzeiten führt, was sich direkt in kürzeren Lieferzeiten für unsere Kunden niederschlägt. Wichtige Schritte im Prozess der Fehlerreduzierung: „First-Off”-Qualitätskontrolle – Garantie für Wiederholbarkeit Bei SIM Gdynia beginnen wir nicht mit der Serienproduktion, ohne das erste Stück vollständig überprüft zu haben. Dies ist ein kritischer Moment, in dem wir die linearen Abmessungen und die Oberflächenrauheit überprüfen, um sicherzustellen, dass die Maschineneinstellungen die Grundlage für eventuelle weitere Prozesse bilden. Wenn die Parameter mit der Dokumentation übereinstimmen, starten wir die Serie mit der Gewissheit, dass jedes weitere Detail perfekt für die Endveredelung vorbereitet ist. Die Maßgenauigkeit allein ist jedoch oft nur die halbe Miete – in der Medizin- oder Verteidigungsindustrie muss das Endprodukt frei von Mikrograten sein und strenge optische Standards erfüllen. Mehr über den Prozess der Endbearbeitung mechanischer Komponenten erfahren Sie in unserem Artikel „Oberflächenbearbeitung nach der CNC-Bearbeitung”. Zusammenfassung und Schlussfolgerungen Eine effektive CNC-Bearbeitung ist ein multidimensionaler Prozess, bei dem die Liebe zum Detail in der Einrichtungsphase über die Stabilität der gesamten Produktion entscheidet. Um Qualitätsverluste dauerhaft zu reduzieren, sollte man sich auf drei Säulen konzentrieren: Planen Sie die Fertigung komplexer mechanischer Komponenten und suchen Sie einen Partner, der die volle Verantwortung für die Qualität des Prozesses übernimmt? Kontaktieren Sie uns und erhalten Sie ein Angebot auf Basis optimierter Fertigungstechnologien.
Spektrometrische Analyse in der CNC-Bearbeitung – warum ist die Überprüfung der chemischen Zusammensetzung des Materials so wichtig?
In der modernen industriellen Fertigung beginnt der CNC-Bearbeitungsprozess nicht erst mit dem Anlaufen der Spindel, sondern schon viel früher – nämlich bei der Qualitätskontrolle des Rohmaterials. Bei SIM Gdynia verwenden wir die spektrometrische Analyse, die hier eine Schlüsselrolle spielt und garantiert, dass die chemische Zusammensetzung des gelieferten Metalls zu 100 % mit dem Metallzertifikat übereinstimmt. Auf diese Weise eliminieren wir das Risiko, dass Rohstoffe mit zu niedrigen Festigkeitsparametern in den Produktionsprozess gelangen, und stellen sicher, dass das Material den genauen Spezifikationen entspricht, die im Projekt unseres Kunden gefordert werden. Was ist eine spektrometrische Analyse von Materialien? In unserem CNC-Bearbeitungsbetrieb verlassen wir uns nicht ausschließlich auf die Papierdokumente der Lieferanten, da die Zuverlässigkeit des Rohmaterials die Grundlage für die Sicherheit ist. Jedes für das Projekt relevante Material wird mit einem stationären SPECTROMAXx-Spektrometer überprüft, das die Technologie der Funkenemissionsspektrometrie (OES) nutzt. Bei diesem Verfahren wird zwischen der Elektrode und der zu untersuchenden Metallprobe ein Funke erzeugt, der zur Emission von Licht unterschiedlicher Wellenlängen führt. Das mit hochauflösenden Sensoren ausgestattete optische System des Geräts analysiert dieses Spektrum, wodurch innerhalb weniger Sekunden die vollständige chemische Zusammensetzung der Legierung präzise bestimmt werden kann. Dank der fortschrittlichen Optik der zehnten Generation des Geräts können wir nicht nur den Gehalt der Hauptelemente wie Kohlenstoff, Chrom oder Nickel bestimmen, sondern auch Spuren von Phosphor, Schwefel und Stickstoff. Bei SIM Gdynia wissen wir aufgrund unserer über 45-jährigen Erfahrung, dass genau diese Mikroelemente darüber entscheiden, ob das Material unter extremen Betriebsbedingungen seine Schweißbarkeit und Korrosionsbeständigkeit behält. 3 wichtige Gründe für die Untersuchung der chemischen Zusammensetzung von Materialien in der CNC-Bearbeitung Der Erfolg bei der Positionierung der Produktqualität ist kein Zufallsprodukt, sondern das Ergebnis eines strengen Prozesses. Die Materialprüfung ist Standard in der professionellen CNC-Bearbeitung, da sie dabei hilft Informationsarchitektur und Sicherheit – wie wirkt sich der Verifizierungsprozess auf den Endpreis aus? Viele Entscheidungsträger fragen sich, ob eine zusätzliche Untersuchung der chemischen Zusammensetzung der Materialien die Stückkosten erhöht. Ja, aber die Kosten für die Untersuchung sind vernachlässigbar im Vergleich zu den Verlusten, die durch die Herstellung einer Serie von 1000 fehlerhaften Komponenten aus einer falschen Legierung entstehen. Bei SIM Gdynia achten wir darauf, dass die wichtigsten Kontrollprozesse nicht „tief in der Produktionsstruktur verborgen” sind, sondern einen integralen, leicht zugänglichen Teil davon bilden. Mehr über das Gerät, das wir in unserem Produktionsbetrieb verwenden, erfahren Sie im Beitrag: „SpectroMaxx-Spektrometer – was es ist und wie es die Untersuchung der chemischen Zusammensetzung von Metallen revolutioniert”. Die häufigsten Fehler bei der Materialauswahl und wie man sie vermeidet Fehler bei der Auswahl der Metallgattung können fatale Folgen für das Unternehmen haben. Das häufigste Problem ist die Ignorierung der sogenannten „Materiallücke” – eine Situation, in der der Konstrukteur Stahlparameter vorgibt, die von den auf dem Markt erhältlichen Legierungen nicht zu 100 % wiederholbar sind. Regelmäßige technische Audits des Rohmaterials ermöglichen es uns, diese Abweichungen frühzeitig zu erkennen. Ein weiterer Fehler ist die Nichtberücksichtigung von Veredelungsprozessen wie Anodisieren oder Härten, die je nach der genauen Konzentration der Legierungszusätze unterschiedlich reagieren. Die spektrometrische Analyse gibt uns die Gewissheit, dass diese Prozesse reibungslos ablaufen. Zusammenfassung Die Überprüfung der chemischen Zusammensetzung ist die Grundlage der modernen CNC-Bearbeitung. Bei SIM Gdynia verbinden wir traditionelles Handwerk mit Technologie, um Komponenten mit bestätigter Qualität zu liefern. Dank der Spektrometrie können unsere Kunden aus der Automobil-, Verteidigungs-, Medizin- und Energiebranche sicher sein, dass jedes Gramm Metall ihren strengen Normen entspricht. Benötigen Sie für Ihr nächstes Projekt sichere mechanische Komponenten mit Materialgarantie? Wenden Sie sich an unsere Ingenieure.
CNC-Bearbeitung in der Praxis – SIM Gdynia in der Sendung „Zawodowcy” von TVP3 Gdańsk

Im Alltag konzentrieren wir uns auf stabile Prozesse, Qualität und termingerechte Fertigung. Diesmal hatten wir jedoch die Gelegenheit, uns für einen Moment vom Arbeitsalltag zu lösen und unsere CNC-Bearbeitung aus einer etwas anderen Perspektive zu betrachten – der Perspektive einer Fernsehkamera. Wir hatten das Vergnügen, an der Sendung Zawodowcy teilzunehmen, die auf TVP3 Gdańsk ausgestrahlt wurde. Das Team der Sendung besuchte unser Werk, um zu zeigen, wie die moderne Produktion mechanischer Komponenten in der Praxis aussieht – von der technologischen Infrastruktur bis zur täglichen Arbeit des Teams. CNC-Fertigung „von innen” CNC-Bearbeitung wird oft ausschließlich mit Maschinen und Automatisierung in Verbindung gebracht. Die Realität in der Fertigung ist jedoch viel komplexer. Während der Aufzeichnung konnten wir den gesamten Prozess der Teilefertigung präsentieren – von der Vorbereitung der Technologie über die Auswahl der Werkzeuge und Parameter bis hin zur Qualitätskontrolle. Die Kamera begleitete uns in der Produktionshalle, wo wir Drehen, Fräsen und komplexere mehrachsige Bearbeitungen durchführen. Wir haben gezeigt, wie wichtig Prozessstabilität, Wiederholbarkeit der Vorgänge und die Erfahrung der Bediener sind, insbesondere in der Serienfertigung und bei Teilen mit hohen Qualitätsanforderungen. Die Menschen hinter der Technologie Ein wichtiger Bestandteil der Folge war die Präsentation der täglichen Arbeit von Technikern und CNC-Bedienern. Ein moderner Maschinenpark ist die Grundlage, aber ohne ein kompetentes Team ist eine vorhersehbare und sichere Produktion undenkbar. In dem Beitrag wird deutlich, dass die CNC-Bearbeitung Teamarbeit ist – sie erfordert Präzision, Verantwortung und eine kontinuierliche Prozesskontrolle. Genau diese Aspekte wollten wir den Zuschauern der Sendung „Zawodowcy” (Profis) vermitteln. Wir laden Sie ein, sich die Folge anzusehen Die Folge der Sendung mit SIM Gdynia ist online verfügbar. Wir laden Sie ein, sich den Beitrag anzusehen und einen Blick hinter die Kulissen unserer täglichen Arbeit zu werfen: https://gdansk.tvp.pl/90312497/odc-01122025-technik-mechanik Wir danken dem Team von TVP3 Gdańsk für den Besuch und die Möglichkeit, zu zeigen, wie die moderne CNC-Bearbeitung bei SIM Gdynia in der Praxis aussieht.
Serienfertigung in der CNC-Bearbeitung – wie man Kosten senken kann, ohne an Qualität einzubüßen

Die Serienfertigung in der CNC-Bearbeitung überprüft sehr schnell alle technologischen Entscheidungen. Was in einer kurzen Serie oder einem Prototyp akzeptabel funktioniert, verursacht in einem langen Produktionszyklus reale Kosten: Mängel, Korrekturen, Ausfallzeiten und beschleunigter Werkzeugverschleiß. Daher besteht die Kostensenkung in der Serienfertigung nicht in einer einfachen Erhöhung der Parameter oder Verkürzung der Zykluszeiten, sondern in der bewussten Gestaltung eines stabilen Prozesses. In der Praxis ist das günstigste Teil nicht das, das am schnellsten hergestellt wird, sondern das, das wiederholbar ist – ohne Qualitätsüberraschungen und ungeplante Eingriffe während der Serie. Serienfertigung in der CNC-Bearbeitung als System miteinander verbundener technologischer Entscheidungen Die Serienfertigung ist ein System, in dem jede Entscheidung die nachfolgenden Schritte beeinflusst: von der Auswahl des Halbzeugs über die Bearbeitungsstrategie bis hin zur Qualitätskontrolle. Je größer der Produktionsumfang, desto stärker zeigen sich die Auswirkungen selbst kleiner Fehler in der Planungsphase. Produktionsumfang und Prozessvariabilität Mit steigender Stückzahl nimmt die Bedeutung der Prozessvariabilität zu. Minimale Unterschiede im Werkzeugverschleiß, in der Temperatur oder in der Spannfestigkeit summieren sich. Ein Prozess, der bei den ersten 20 Stück korrekt aussieht, kann nach einigen hundert Stück zu Abweichungen außerhalb der Toleranz führen. Der Gleichgewichtspunkt zwischen Leistung und Stabilität Eine der größten Herausforderungen besteht darin, den Gleichgewichtspunkt zwischen aggressiver Leistung und Stabilität zu finden. Zu konservative Parameter erhöhen die Stückkosten, zu aggressive hingegen führen zu: Die Kostenoptimierung in der Serienfertigung sollte immer mit der Stabilität beginnen und erst dann mit der Verkürzung der Zykluszeit. Eine falsch gewählte Bearbeitungsstrategie, ein ungeeignetes Werkzeug oder die Nichtberücksichtigung von Prozesstoleranzen führen zu Kosten, die sich erst nach einiger Zeit zeigen. In der Serienfertigung werden solche Fehler hunderte oder tausende Male wiederholt. Maschinenpark und Werkzeuge im Kontext der Produktionsvorhersagbarkeit In der Serienfertigung ist die Vorhersagbarkeit der Maschinenleistung von entscheidender Bedeutung. Unterschiede in der Achsensteifigkeit, dem Zustand der Spindel oder der Vorschubdynamik haben einen direkten Einfluss auf die Qualität. Der Werkzeugverschleiß ist einer der Hauptfaktoren, die den Prozess destabilisieren. Wenn er nicht überwacht und geplant wird, führt er zu unkontrollierten Maßänderungen. Eine effektive Strategie für die Serienfertigung umfasst: Eine gut gewählte Bearbeitungsstrategie begrenzt Schwankungen der Schnittkräfte und stabilisiert den Prozess. Ein konstanter Einsatz des Werkzeugs, sanfte Ein- und Ausfahrten sowie die Vermeidung plötzlicher Belastungsänderungen sind oft wichtiger als maximale Momentanleistung. Qualitätskontrolle in der CNC-Serienfertigung als Teil der Optimierung Die Qualitätskontrolle in der Serienfertigung sollte nicht nur als Instrument zur Fehlererkennung betrachtet werden. Ihr Hauptziel ist es, Trends schnell zu erkennen und eine Eskalation von Problemen zu verhindern. Zu seltene Kontrollen bergen das Risiko, dass eine große Charge fehlerhafter Teile produziert wird. Eine effektive Qualitätskontrolle in der CNC-Fertigung umfasst die Messung der ersten Teile nach der Umrüstung, regelmäßige Kontrollen während der Serie und die Analyse von Trends, nicht nur von Grenzwerten. Auf diese Weise kann reagiert werden, bevor Abweichungen zu tatsächlichen Verlusten führen. Zusammenfassung Die Serienfertigung in der CNC-Bearbeitung ist ein Prozess, bei dem Kosten und Qualität eng miteinander verbunden sind. Versuche, die Kosten zu senken, ohne die Stabilität des Prozesses zu verstehen, führen in der Regel zum gegenteiligen Effekt. Das größte Optimierungspotenzial liegt in einer bewussten Planung: der Auswahl der Bearbeitungsstrategie, der Werkzeuge, der Maschinen und des Qualitätskontrollsystems. Gerade die Kohärenz dieser Elemente ermöglicht es, die Stückkosten ohne Qualitätseinbußen zu senken – und den Prozess nicht nur beim ersten, sondern auch beim tausendsten Werkstück stabil zu halten.